



Description
-
Product Overview
Recombinant Phytase (high-FTU engineered strain product) is a precision-produced enzyme preparation designed to hydrolyze phytate-phosphorus in feed and industrial processing streams, delivering high phytase activity (FTU) per unit mass. Its primary industrial use is in animal nutrition (feed premixes and compound feeds) to increase digestible phosphorus and other bound nutrients, and in select industrial bioprocessing applications where phytate breakdown improves downstream yield. The key value proposition is markedly higher specific activity and thermostability versus standard phytases, enabling reduced inclusion rates, lower feed costs, and improved bird/pig performance. Strategically, this product reduces reliance on inorganic phosphorus supplementation, lowers nutrient excretion (environmental compliance), and strengthens formulators’ margin and sustainability metrics. -
Key Specifications & Technical Characteristics
-
Active ingredient: Recombinant 6-phytase produced by engineered microbial expression strain (enzyme preparation).
-
Activity: High FTU rating (specified as X,XXX,XXX FTU/g bulk concentrate; customizable activity grade on request).
-
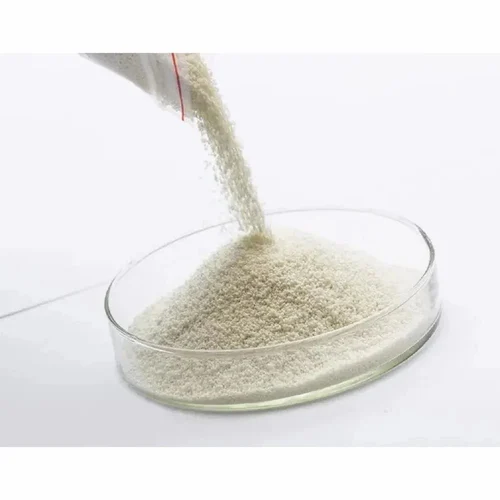
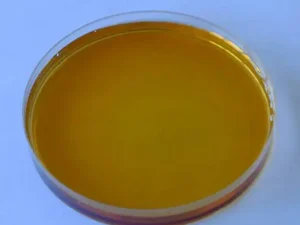
Formulation: Liquid concentrate or stabilized granular powder (customer-specified grade).
-
Purity/Grade: Feed-grade, free from viable production organism; endotoxin and contaminant profiles compliant with international feed enzyme standards.
-
Physical characteristics (powder): beige to off-white free-flowing granules; bulk density typically 0.45–0.70 g/cm³; particle size distribution tailored to 100–500 µm range.
-
Physical characteristics (liquid): clear to slightly opalescent viscous liquid; density approx. 1.03–1.10 g/mL; pH 4.5–6.5 (formulation-dependent).
-
Stability & thermostability: Retains >70–90% residual activity after industrial pelleting simulation (short-term exposure at customer-specified target temperatures); detailed stability curves available.
-
Moisture content (powder): typically <8% (max specification on certificate).
-
Heavy metals & contaminants: Compliant with EU, US AAFCO, and major importing-country feed limits (analytical certificates provided).
-
Microbiological limits: Absence of Salmonella; total plate counts within feed enzyme specifications.
-
Packaging options: 25 kg multi-wall bags, 500 kg & 1,000 kg flexible intermediate bulk containers (FIBCs), ISO tank or road-tank for liquid bulk; customized packaging and rework options available.
-
Shelf life: 12–24 months under recommended storage (cool, dry, <25°C) depending on formulation and packing; refrigerated options extend shelf life.
-
Documentation: Full Certificate of Analysis (CoA), Safety Data Sheet (SDS), HACCP/ISO/product traceability documentation available on request.
-
Core Industrial Applications
-
Animal Feed & Nutrition: Primary application in poultry, swine, aquaculture, and ruminant feed formulations to liberate phytate-bound phosphorus, improving apparent phosphorus and amino acid digestibility, enabling reduced inclusion of inorganic phosphorus sources (monocalcium phosphate), lowering feed cost-per-nutrient.
-
Use cases: Feed mill premix inclusion, pelleted feed post-pasteurization, feed additive blending, starter/grower/finisher diets.
-
-
Feed Processing Optimization: Enhances pelleting performance by reducing phytate-related anti-nutritional effects, enabling better pellet quality and nutrient uniformity.
-
Industrial Bioprocessing: Applied in certain fermentation and bioconversion streams where phytate interferes with enzyme accessibility or metal availability; improves downstream extraction yields and reduces process inhibitors.
Why this product outperforms alternatives: -
Higher specific FTU reduces required dosage, lowering logistics and inventory costs.
-
Enhanced thermostability preserves activity through high-temperature processing (pelleting), improving effective delivered activity.
-
Engineered strain and manufacturing controls yield tighter batch-to-batch variability, reducing formulation risk and lab QC burden.
-
Competitive Advantages
-
Quality consistency: Manufactured in GMP/ISO-compliant facilities with full CoA and traceability for each lot, minimizing variability for formulators and contract manufacturers.
-
Supply reliability: Scalable fermentation capacity, regional inventory hubs, and advance-production scheduling to support continuous supply for large feed mills and integrators.
-
Logistics capability: Multiple packaging formats (bulk bags, FIBCs, ISO tank) and container loading optimization (20MT palletized, FIBC systems) to reduce freight and handling costs.
-
Price competitiveness: High-FTU potency enables lower inclusion rates and favorable cost-per-FTU economics versus lower-activity competitors. Volume pricing and long-term supply contracts available.
-
Sustainability benefits: Reduces inorganic phosphorus use and phosphorus runoff from animal production, supporting regulatory compliance and ESG objectives. Reduced carbon intensity by lowering transport volumes per FTU.
-
Technical support: Application guides, inclusion matrices, pelleting survival data, and formulation trial support from dedicated feed enzyme specialists; stability and compatibility testing available on request.
-
Commercial & Supply Information
-
Minimum order quantity (MOQ): BULK 20 MT.
-
Typical loading capacity (per 20-foot container): up to 20 MT palletized for powder; for liquid in ISO tank or flexitank please specify density and packaging to confirm loading.
-
Lead times: Standard lead time 6–8 weeks for bulk orders; expedited production available subject to capacity and premium freight.
-
Contract options: Spot purchase, annual supply agreements, and toll-manufacturing/white-label supply with agreed quality specs.
-
Documents provided with shipment: Commercial invoice, packing list, CoA, SDS, phytase activity assay report, and export compliance paperwork.


Reviews
There are no reviews yet.