
Description
Product Overview
Spent Ni-Based Refinery Catalyst is a secondary raw material recovered from hydroprocessing units in petroleum refineries after the catalyst has reached end-of-life. Its primary industrial use is as a feedstock for metal reclamation, specifically the recovery of nickel, molybdenum, cobalt, and vanadium for reuse in metallurgy, chemicals, and battery supply chains. The key value proposition is high residual metal content at significantly lower cost than primary ores, enabling circular economy sourcing. It is strategically important as global refineries seek ESG-compliant disposal routes and metal refiners face tightening supply of virgin nickel and critical minerals.
Key Specifications & Technical Characteristics
- Chemical Composition: Typical metal content Ni 8-18%, Mo 4-12%, Co 0-5%, V 0-8%, Al₂O₃ 25-45% as support matrix, residual S 2-10%, C 1-8%, Fe <2%. Exact assays provided per lot.
- Purity Level / Grade: Classified as hazardous spent catalyst under Basel Convention Y18. Metal content certified by ICP-OES/XRF with 3rd party assay.
- Physical Characteristics:
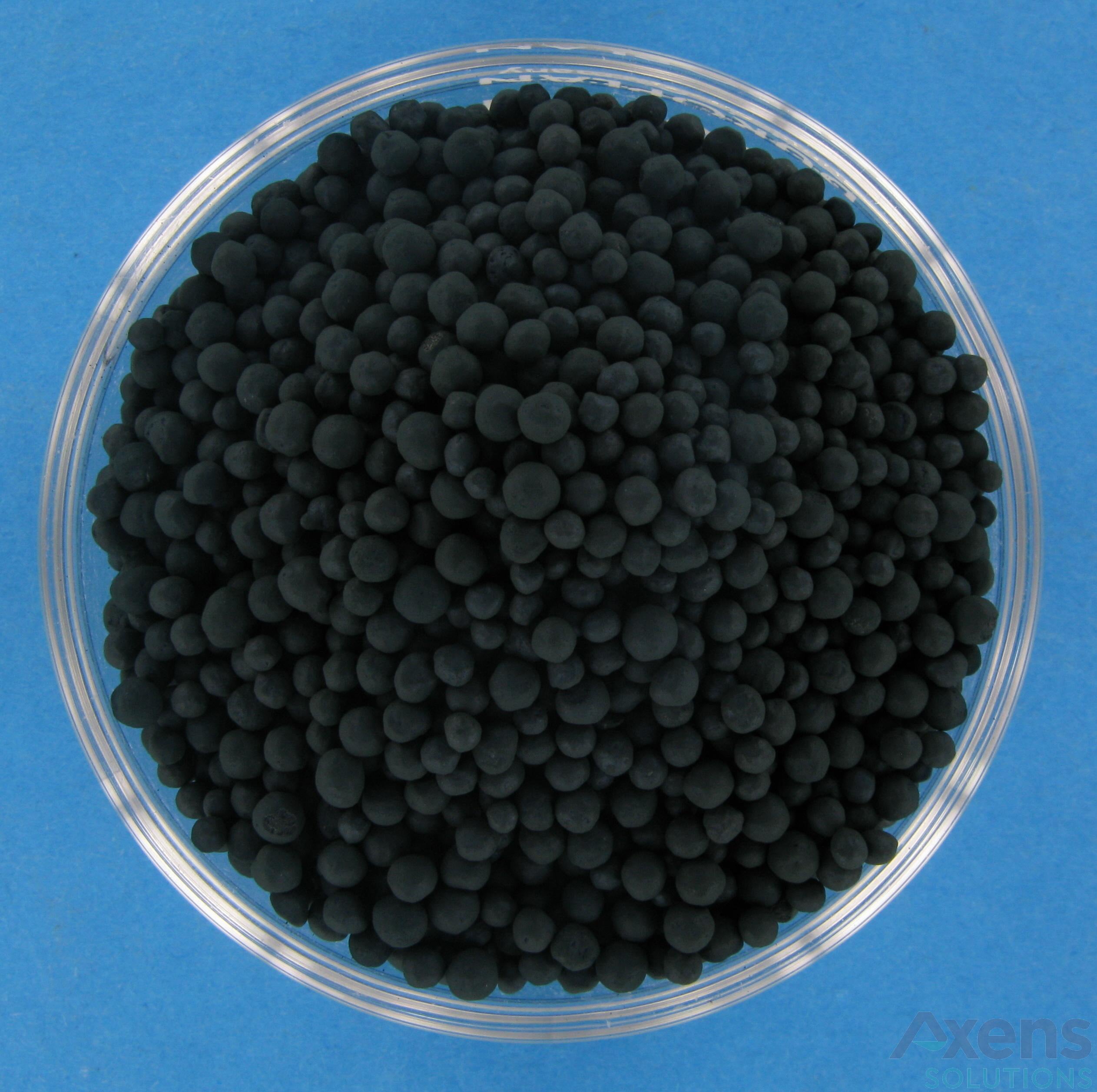
- Form: Extrudates, pellets, or spheres, 1.2-3.5mm diameter
- Color: Dark grey to black
- Bulk Density: 0.6-0.9 g/cm³
- Moisture Content: <5% after drying
- Packaging Options: 1 MT jumbo bags with inner PE liner, packed on heat-treated wooden pallets. Containerized in 20’ GP for export.
- Shelf Life: Indefinite when stored dry in sealed packaging; no degradation of metal content.
Core Industrial Applications
- Primary Industries: Non-ferrous metal smelters, nickel refineries, stainless steel producers, catalyst manufacturers, battery precursor producers, specialty chemical companies.
- Specific Operational Use Cases: Feedstock for pyrometallurgical or hydrometallurgical recovery of Ni, Mo, V, Co. Used to produce ferronickel, nickel sulfate for EV batteries, molybdenum oxide, and vanadium electrolyte. Also used as alloying additive in steelmaking.
- Performance vs. Alternatives: Offers higher Ni concentration than laterite ores and lower impurity penalties vs. mixed scrap. Pre-calcined structure reduces energy input during smelting compared to virgin concentrates.
- Efficiency / Cost Advantages: 30-50% lower unit metal cost vs. primary nickel sources. Reduces mining footprint and Scope 3 emissions for buyers. Enables refiners to hedge LME price volatility with fixed-price contracts.
Competitive Advantages
- Quality Consistency: Single-source refinery lots with full traceability, pre-sampling, and umpire assay protocol. Homogenized to ±5% variance.
- Supply Reliability: Structured offtake agreements with multiple Tier-1 refineries in MENA and Asia. 500-1,000 MT monthly availability.
- Logistics Capability: Hazmat-compliant export documentation, Basel/Transfrontier shipment notifications handled in-house. Port pairs: Jebel Ali, Singapore, Busan to EU/China.
- Price Competitiveness: Priced on LME Ni/Mo discount basis with transparent payables. FOB terms eliminate intermediary markups.
- Sustainability / Environmental Benefits: Diverts hazardous waste from landfill. Each MT recovered avoids ∼12 MT CO₂e vs. primary Ni. Full SDS, TREM cards, and ESG audit trail provided.
- Technical Support / Documentation: Full assay, TCLP, radioactivity certificate, MSDS, Certificate of Origin, and end-use declaration. Dedicated metallurgist support for process integration.
Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20MT
- Loading Capacity: 20 MT per 20’ GP container




Reviews
There are no reviews yet.