


Description
- Product Overview
Ruthenium chloride (RuCl₃) is a high-value inorganic metal salt widely used as a precursor in advanced chemical synthesis and precious metal catalyst manufacturing. It plays a critical role in the production of ruthenium-based catalysts, electronics materials, and specialty chemical formulations. The product delivers exceptional reactivity control and high chemical stability, making it essential for precision-driven industrial processes. In the global specialty metals market, RuCl₃ is strategically important due to its role in enabling next-generation catalytic and electrochemical technologies, particularly in energy, fine chemicals, and electronics sectors. - Key Specifications & Technical Characteristics
- Chemical composition: Ruthenium(III) chloride (RuCl₃)
- Purity level / grade: ≥ 99.9% (high-purity industrial / catalyst grade available)
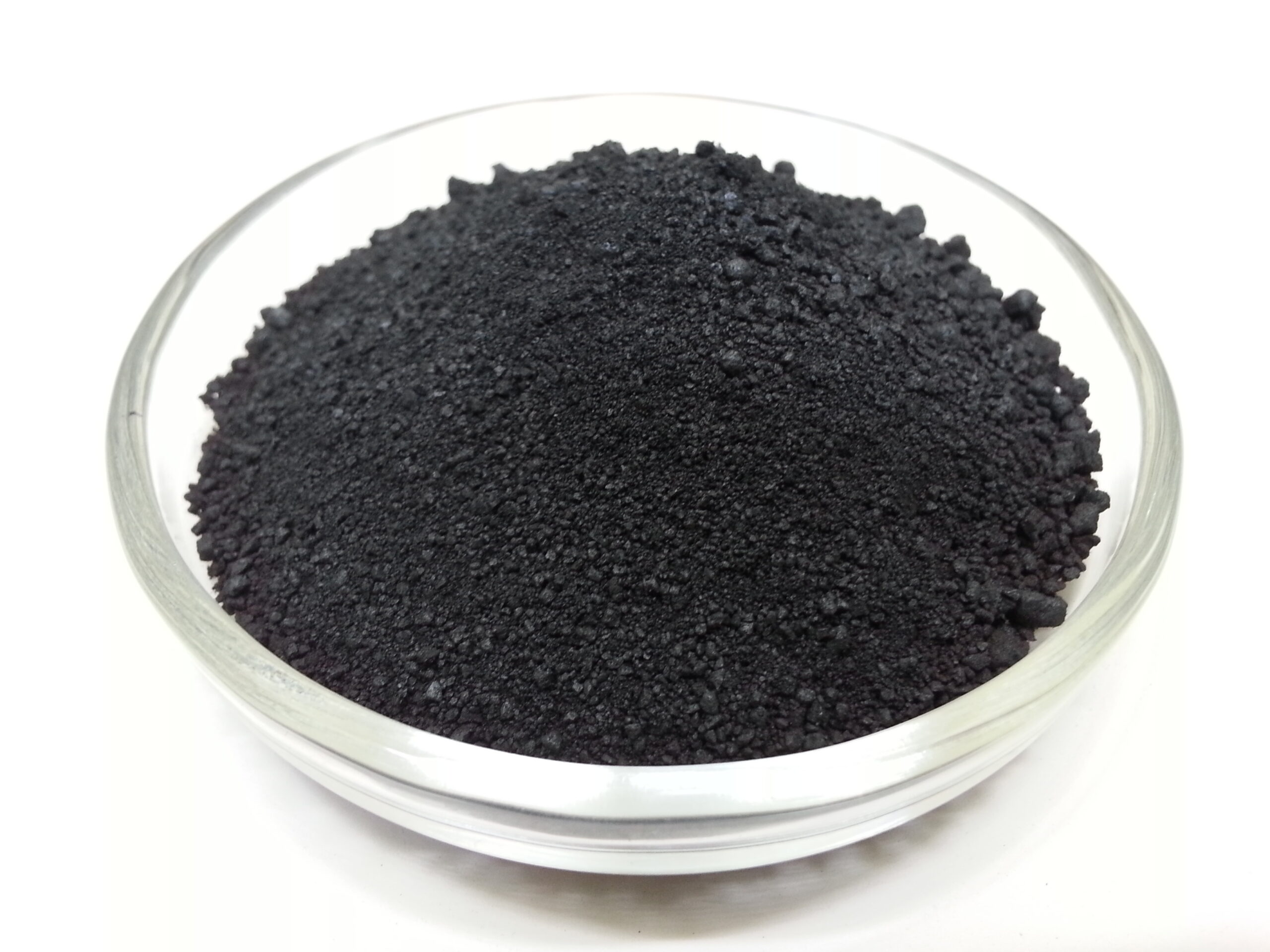
- Physical form: Dark brown to black crystalline solid or powder
- Solubility: Soluble in water and hydrochloric acid solutions
- Density: ~3.1–3.3 g/cm³ (typical solid form)
- Particle size: Customizable (micronized / standard crystalline grades available)
- Packaging options: Sealed glass bottles, HDPE containers, or industrial sealed drums (1 kg to 25 kg standard; bulk packaging available)
- Shelf life: 24–36 months under dry, inert, and sealed storage conditions
- Core Industrial Applications
- Catalyst manufacturing: Used in homogeneous and heterogeneous catalytic systems for hydrogenation, oxidation, and petrochemical refinement processes
- Electronics & semiconductors: Applied in thin-film deposition, conductive coatings, and microelectronic component fabrication
- Electrochemical systems: Key material in fuel cell catalysts and advanced energy storage technologies
- Chemical synthesis: Acts as a precursor for ruthenium complexes used in pharmaceutical and specialty chemical production
- Performance advantage: Offers superior catalytic efficiency, high thermal stability, and strong redox activity compared to many base-metal alternatives, enabling higher process yields and improved reaction selectivity
- Competitive Advantages
- High purity consistency: Strict quality control ensuring batch-to-batch uniformity for critical applications
- Reliable global supply chain: Stable sourcing channels for precious metal raw materials
- Efficient logistics capability: Secure packaging and optimized export handling for international shipments
- Cost-performance optimization: Lower catalyst loading requirements due to high catalytic activity
- Sustainability benefits: Supports energy-efficient catalytic processes and reduced chemical waste generation
- Technical documentation support: Full COA, MSDS, and application-specific technical guidance available for industrial buyers
- Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading capacity: 20–25 MT per standard 20-foot container (depending on packaging configuration and regulatory weight limits)




Reviews
There are no reviews yet.