

Description
Product Overview
Bamboo Fiber Board is a high-performance engineered panel made from mechanically and thermally processed bamboo fibers bonded with industrial-grade resins to form durable, dimensionally stable boards for heavy-duty applications. Primarily used in construction, furniture manufacturing, transportation interiors, and industrial fixtures, it delivers superior strength-to-weight ratio, consistent flatness, and excellent machinability compared with conventional wood-based panels. The key value proposition is a scalable, cost-effective substitute for hardwood and MDF that combines structural performance with lower lifecycle environmental impact. This product is strategically important as global supply chains seek renewable, high-strength panel materials that meet increasingly strict sustainability and performance specifications.
Key Specifications & Technical Characteristics
-
Material composition: >90% processed bamboo fibers (Phyllostachys spp.) reinforced with thermosetting resin (phenolic or urea-formaldehyde options available) and optional fire-retardant additives.
-
Product grades: Structural Grade (high-strength, phenolic-bonded) and Standard Grade (economy, urea-formaldehyde-bonded).
-
Formaldehyde emission class: E1 available; CARB Phase 2 and TSCA-compliant options on request.
-
Density range: 600–900 kg/m³ (customizable by grade and pressing parameters).
-
Mechanical properties: Modulus of rupture (MOR) and modulus of elasticity (MOE) tailored to meet EN 312 and ASTM thresholds on request.
-
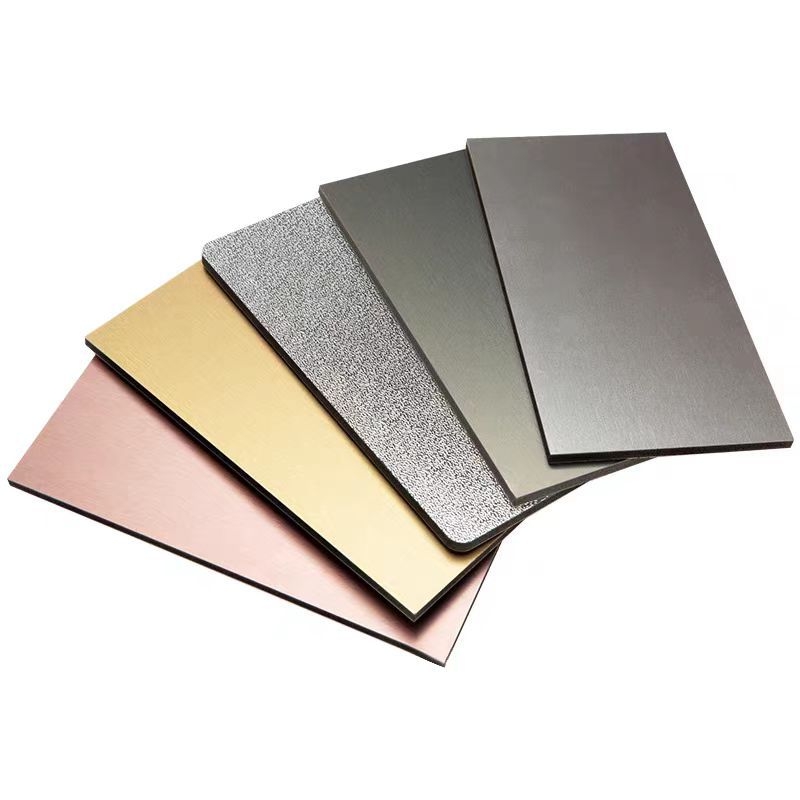
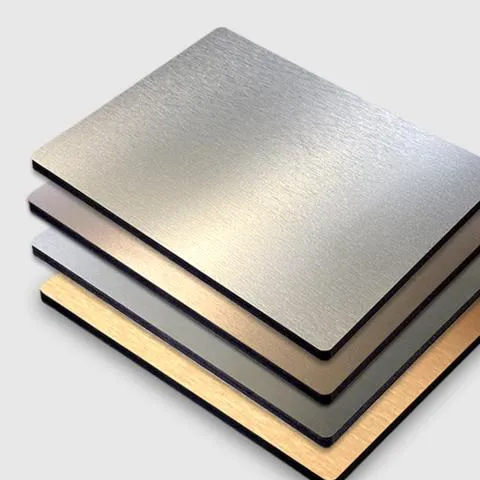
Physical form & finish: Flat panel boards, thickness options 6–25 mm (standard), trimmed or rough-cut edges, sanded and unsanded surfaces; Custom thicknesses up to 40 mm available under contract.
-
Surface options: raw fiber face, melamine overlay, phenolic film, or custom laminates.
-
Dimensional tolerances: ±0.5 mm thickness control (standard production); tighter tolerances achievable for contract volumes.
-
Panel size: Standard 2440 x 1220 mm (custom sizes available).
-
Moisture content at delivery: 6–12% (controlled, kiln-dried).
-
Fire performance: B-s1,d0 achievable with appropriate facing and retardants.
-
Packaging: Palletized with weather-resistant stretch wrap and corner protection; shrink-wrapped bundles, wooden crates for export; custom packaging for long-haul shipments.
-
Shelf life & storage: Stable for >12 months in dry, ventilated storage; recommend indoor storage at relative humidity 40–65% to maintain dimensional stability.
Core Industrial Applications
-
Construction & interiors: Load-bearing partitions, wall sheathing, flooring underlayment, façade backing, and acoustic panels — performs better than conventional MDF in moisture resistance and strength-to-weight ratio for semi-structural uses.
-
Furniture & cabinetry: Tabletops, frames, shelving, and veneered furniture panels — superior machinability, screw-holding capacity, and consistent edge quality reduce rework and improve finish yields.
-
Transportation & marine interiors: Lightweight, vibration-dampening panels for automotive, rail, and yacht interiors — reduces vehicle weight and fuel consumption versus solid wood while meeting industry fire and emissions specs.
-
Packaging & industrial fixtures: Pallets, crates, jigs, and tooling boards — delivers higher durability and lifecycle cost advantages when exposure to cyclic loading and handling is a concern.
-
Composite manufacturing & laminates: Core material for sandwich panels and bonded assemblies — uniform fiber structure enables reliable bonding and predictable lamination outcomes.
Why it outperforms alternatives: -
Efficiency: Higher tensile and bending performance per unit weight than many softwoods and particleboard variants, enabling thinner panels or lower material usage.
-
Durability: Natural fiber structure with controlled processing reduces delamination and swelling under variable humidity compared to standard MDF.
-
Cost advantages: Competitive per-square-meter pricing with predictable performance lowers total cost of ownership through reduced waste, less finishing time, and lower failure rates.
Competitive Advantages
-
Quality consistency: Industrialized processing and inline QC deliver repeatable density, moisture content, and mechanical properties across batches.
-
Supply reliability: Vertically integrated sourcing from managed bamboo plantations ensures year-round raw material availability and reduced commodity volatility.
-
Logistics capability: Standardized palletization and export-ready packaging, experienced export compliance, and container loading optimization reduce lead times and damage risk.
-
Price competitiveness: Economies of scale from plantation-to-panel integration enable competitive pricing against imported hardwood panels and specialty composites.
-
Sustainability benefits: Rapidly renewable raw material (mature bamboo harvest cycle), lower embodied carbon than many timber alternatives, and options for formaldehyde-reduced adhesives to meet green building programs (LEED, BREEAM) requirements.
-
Technical support: Datasheets, mechanical test reports, cutting and finishing guidelines, and custom specification support available; OEM collaboration for tailored grades and co-development agreements.
Commercial & Supply Information
-
Minimum order quantity (MOQ): BULK 20 MT.
-
Loading capacity (MT per container): 20 ft container up to 20–22 MT (depending on thickness and packaging), 40 ft container up to 24–26 MT (optimized pallet stacking).
-
Lead time: Standard contract lead time 30–60 days depending on order size and finish; expedited production possible subject to premium and capacity.
-
Terms & logistics: FOB, CFR, CIF terms available; supplier can coordinate international export documentation, phytosanitary and sustainability certificates on request.



Reviews
There are no reviews yet.