



Description
1. Product Overview
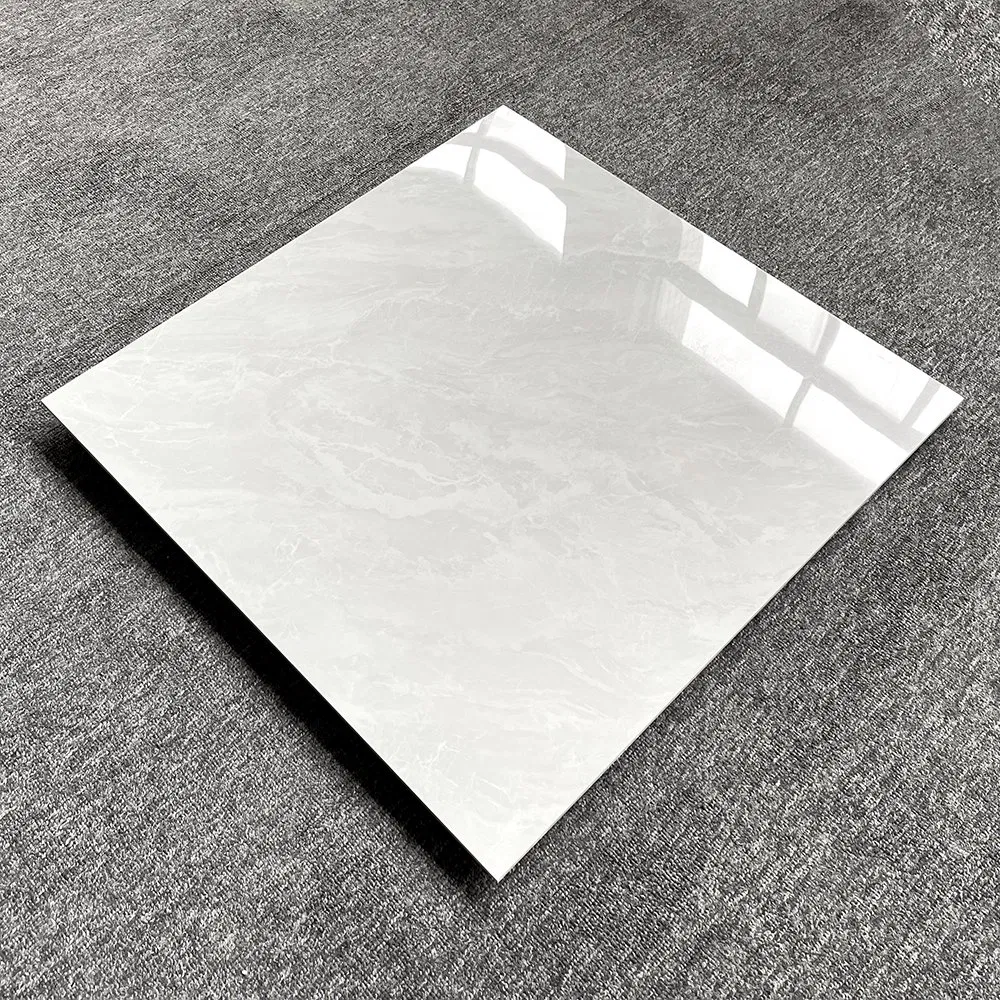
This product is a press-formed, glazed ceramic floor tile with a nominal dimension of 600×600 mm, manufactured via high-pressure compaction and kiln-fired at ≥1200°C. It is primarily used in industrial, commercial, and institutional flooring where abrasion resistance, chemical stability, and ease of cleaning are critical. The key value proposition is a balance of mechanical robustness and cost efficiency, delivering ≤0.5% water absorption for freeze-thaw resilience. Strategically, it addresses the global shift toward durable, low-carbon building materials with extended replacement cycles, reducing total cost of ownership for asset-heavy operations.
2. Key Specifications & Technical Characteristics
-
Chemical composition: Natural clay, feldspar, quartz, and inorganic pigments; lead-free glaze
-
Grade: ISO 13006, Group BIa (porcelain grade) – water absorption ≤0.5%
-
Physical characteristics:
-
Size: 600×600 mm (±0.3 mm tolerance)
-
Thickness: 9.5 mm ±0.2 mm
-
Surface: Matte or polished; PEI rating 4–5 (heavy commercial use)
-
Mohs hardness: ≥7
-
Breaking strength: ≥1300 N
-
-
Packaging options: Carton boxes (4 pcs/box, 1.44 m² per box) + shrink-wrapped pallets (56 boxes/pallet = 80.64 m²)
-
Shelf life: Indefinite in dry, covered storage (no degradation)
3. Core Industrial Applications
-
Primary industries: Automotive manufacturing, food processing, pharmaceutical cleanrooms, logistics warehouses, retail showrooms, airport terminals
-
Operational use cases: Factory aisles subject to forklift traffic; chemical-resistant flooring in labs; anti-slip zones near wet processing areas; electrostatic discharge (ESD) compliant installations with conductive adhesive
-
Performance advantage vs. alternatives: Outperforms vinyl or resin flooring in point-load resistance (no indentation from pallet jacks) and outperforms natural stone in cost consistency and stain resistance (no sealing required)
-
Efficiency/durability: 40% lower annual maintenance cost compared to polished concrete; lifetime >20 years under 10 million footfall cycles
4. Competitive Advantages
-
Quality consistency: Statistical process control (SPC) with ≤0.1% dimensional deviation per production batch; certified to ISO 9001:2024
-
Supply reliability: Three dedicated manufacturing lines with 50,000 m²/month capacity; buffer stock held in regional hubs (Asia, GCC, EU)
-
Logistics capability: Shipped in interlocking pallets with corner protectors; 5-day lead time for FOB orders
-
Price competitiveness: Tiered pricing from $4.50–6.80/m² (EXW) based on volume – 15–20% below European porcelain equivalent
-
Sustainability: 35% pre-consumer recycled content; EPD available; compliant with LEED v4 MR Credit
-
Technical support: Full CAD tile layout drawings, slip resistance test reports (DIN 51130 R9–R11), and installation guide included
5. Commercial & Supply Information
-
Minimum order quantity (MOQ): Bulk 20 metric tons (approx. 1,160 m² – 21 pallets)
-
Loading capacity (per 20-ft container): 24 metric tons net (approx. 1,390 m² – 25 pallets)
*(40-ft HC container: 27 metric tons – 1,565 m²)*
Reviews
There are no reviews yet.