





Description
- Product Overview
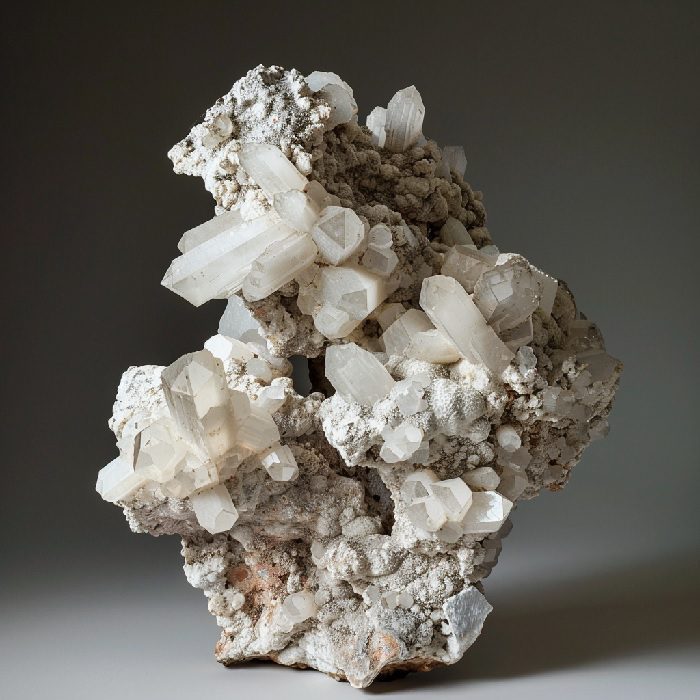
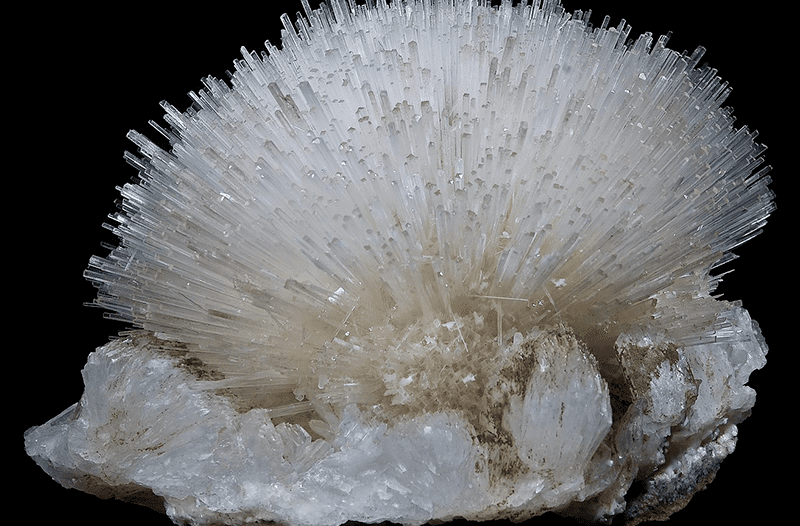
Zeolite is a naturally occurring or synthetically engineered microporous aluminosilicate mineral widely used for adsorption, ion exchange, and catalytic applications across multiple industrial sectors. It plays a critical role in purification, separation, and moisture control processes, making it indispensable in petrochemicals, water treatment, agriculture, and environmental engineering. The product delivers exceptional molecular sieving performance, high thermal stability, and strong selectivity, ensuring operational efficiency and process optimization. Its strategic importance lies in its ability to reduce operational costs while enhancing product quality and environmental compliance in modern industrial systems. - Key Specifications & Technical Characteristics
- Chemical Composition: Hydrated aluminosilicate of sodium, potassium, calcium, and magnesium
- Purity Level / Grade: Industrial grade / High-purity refined grades available (≥90–99% depending on application)
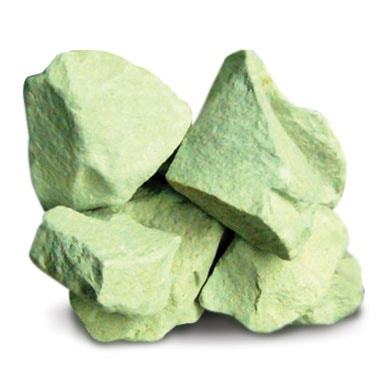
- Physical Form: Granular, powder, pelletized, or bead form
- Color: White, off-white, or light beige
- Particle Size: 0.5 mm – 5 mm (customizable upon request)
- Bulk Density: 0.6 – 0.9 g/cm³ (varies by grade)
- Surface Area: High microporous surface structure (up to 800 m²/g depending on type)
- Packaging Options: 25 kg bags, 500 kg jumbo bags, 1 MT bulk sacks
- Shelf Life: Indefinite under dry, sealed storage conditions
- Core Industrial Applications
Zeolite is extensively used in petrochemical refining for catalytic cracking and hydrocarbon separation, significantly improving yield efficiency and process selectivity. In water and wastewater treatment, it functions as a highly effective ion-exchange medium for ammonia and heavy metal removal, ensuring regulatory compliance and environmental safety. In agriculture, it enhances soil conditioning, nutrient retention, and controlled fertilizer release, improving crop productivity. Additionally, it is widely applied in gas purification, detergent manufacturing, air filtration systems, and nuclear waste remediation due to its superior adsorption capacity and structural stability compared to conventional absorbents. - Competitive Advantages
- High adsorption efficiency with superior molecular selectivity
- Consistent quality control across all production batches
- Stable and scalable global supply capability for industrial demand
- Cost-effective performance compared to synthetic adsorbents and activated carbon alternatives
- Environmentally friendly material with low ecological footprint and reusable potential in select applications
- Strong technical documentation and application support for industrial integration
- Reliable logistics network ensuring timely international delivery and bulk shipment readiness
- Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: 20–25 MT per 20-foot container (depending on packing configuration and grade)




Reviews
There are no reviews yet.