



Description
1. Product Overview
Polyimide (PI) is a high-performance polymer renowned for its exceptional thermal stability, mechanical strength, and chemical resistance. Widely used in advanced industrial applications, it serves as a critical material in electronics, aerospace, and automotive sectors where extreme operating conditions demand superior performance. Its unique combination of durability and flexibility enables precision components, insulating films, and high-temperature adhesives, making it a strategically important material for industries pursuing reliability and long-term operational efficiency. PI’s ability to maintain structural integrity under thermal and chemical stress positions it as a premium choice over conventional polymers.
2. Key Specifications & Technical Characteristics
- Chemical Composition: Aromatic polyimide structure
- Purity/Grade: ≥99% industrial-grade
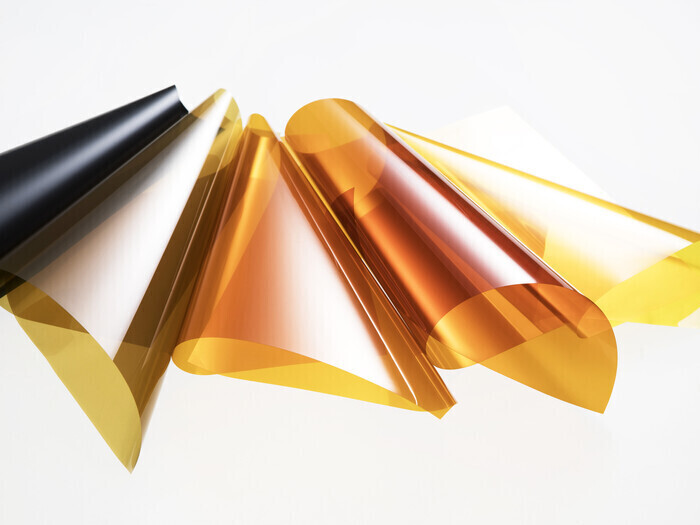
- Physical Form: Powder, film, or resin
- Color: Amber to brown (depending on form)
- Particle Size (if powder): 10–50 μm typical
- Density: ~1.42 g/cm³
- Thermal Stability: Continuous use up to 400 °C
- Packaging Options: 25 kg kraft paper bags with inner liner, 500 kg drums, or jumbo bulk packaging
- Shelf Life: 24 months under proper storage conditions (cool, dry, sealed)
3. Core Industrial Applications
- Electronics & Semiconductor Industry: High-performance insulating films, flexible circuits, and chip packaging materials.
- Aerospace & Defense: Structural components, thermal protection layers, and high-temperature adhesives.
- Automotive & EV Manufacturing: Lightweight, durable films and coatings for electric motors, batteries, and sensors.
- Industrial Manufacturing: Gaskets, tubing, and composite materials requiring chemical and heat resistance.
Why PI outperforms alternatives:
- Exceptional thermal endurance and dimensional stability
- Superior mechanical strength combined with flexibility
- Long-term resistance to solvents, radiation, and high-temperature aging
- Reduces replacement frequency, improving operational efficiency and lowering lifecycle costs
4. Competitive Advantages
- Consistent Quality: Strict quality control ensures uniform properties batch-to-batch
- Reliable Supply: Strategically sourced raw materials and scalable production capacity
- Advanced Logistics: Efficient global shipping and handling for bulk industrial clients
- Cost Efficiency: Competitive pricing for long-term procurement contracts
- Sustainability: Environmentally stable and low-emission production processes
- Technical Support: Comprehensive datasheets, processing guidelines, and application consulting available
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): 20 MT
- Loading Capacity: Up to 22–24 MT per 20-ft container (depending on packaging type)


Reviews
There are no reviews yet.