



Description
1. Product Overview
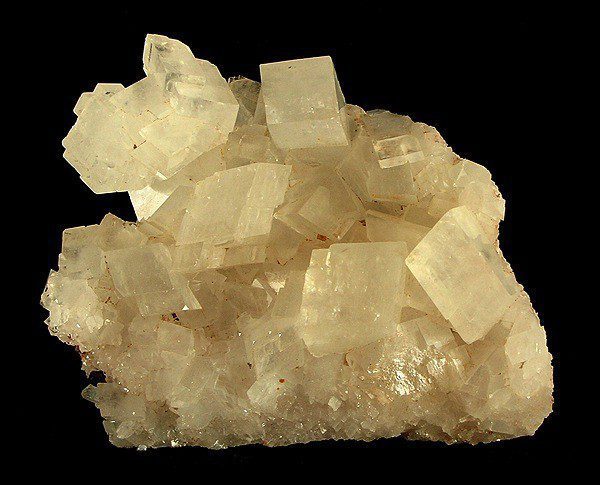
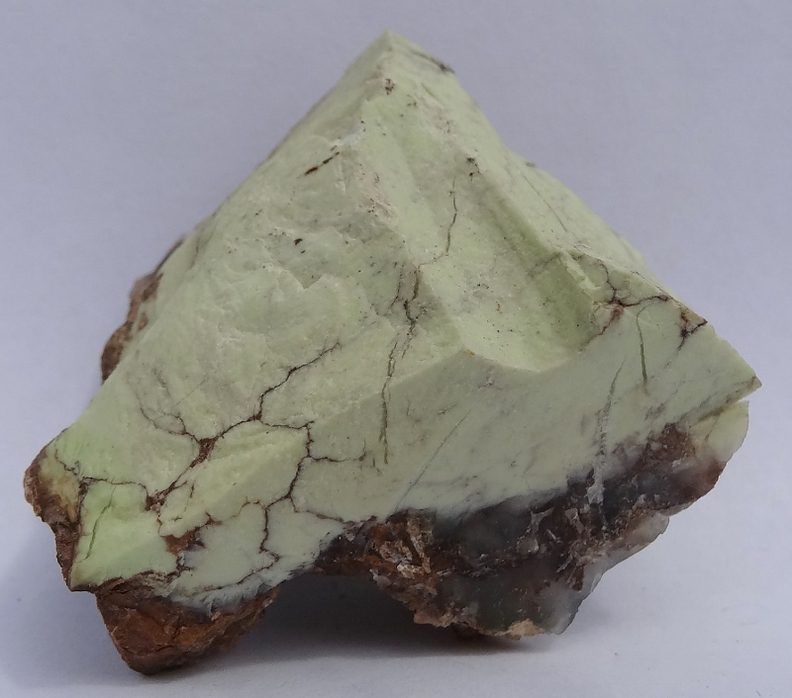
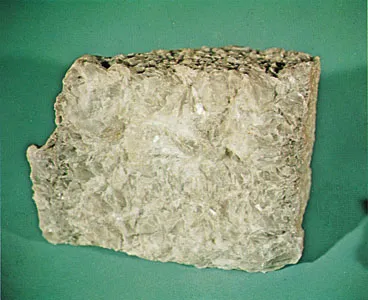
Magnesite is a naturally occurring mineral composed primarily of magnesium carbonate (MgCO₃), widely processed into high-grade magnesia products for industrial use. It serves as a critical raw material in refractory production, metallurgy, cement manufacturing, and chemical processing industries. Its primary value lies in its ability to deliver high thermal resistance, chemical stability, and cost-efficient magnesium sourcing at scale.
Strategically, magnesite is essential to global heavy industry supply chains, particularly in steel and cement sectors where heat-resistant materials are indispensable. Its consistent performance and broad downstream applicability make it a foundational input for industrial manufacturing resilience and cost optimization.
2. Key Specifications & Technical Characteristics
- Chemical Composition: Magnesium Carbonate (MgCO₃), often processed to MgO (magnesia) in downstream applications
- Purity / Grade: ≥ 90% MgCO₃ (industrial grade; higher grades available upon request)
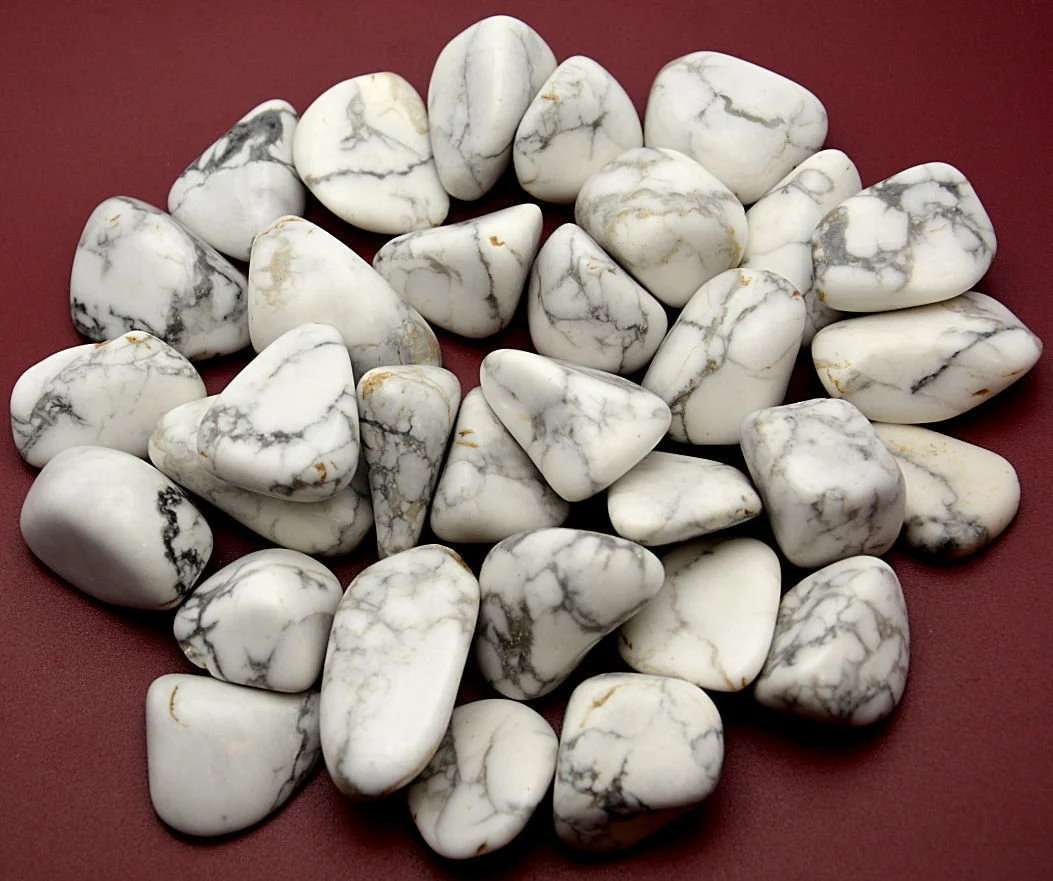
- Physical Form: Lump, granular, or fine powder (depending on processing stage)
- Color: White to light grey
- Particle Size: Customizable (typically 0–3 mm, 0–50 mm, or micronized powder options)
- Density: ~3.0–3.1 g/cm³ (mineral form)
- Packaging Options: 25 kg bags, 1 MT jumbo bags, bulk vessel shipment
- Shelf Life: Indefinite under dry, covered storage conditions
3. Core Industrial Applications
- Steel & Metallurgy: Used in refractory bricks, furnace linings, and ladle insulation due to exceptional heat resistance
- Cement Industry: Acts as a key additive in specialized cement formulations and clinker production processes
- Chemical Manufacturing: Source material for magnesium oxide (MgO), magnesium salts, and downstream chemical synthesis
- Environmental Applications: Utilized in flue gas treatment and wastewater neutralization systems
- Agriculture: Soil conditioner and magnesium supplement in fertilizer production
Magnesite outperforms alternative refractory raw materials in high-temperature stability, cost efficiency, and supply availability, making it a preferred choice for large-scale industrial operations.
4. Competitive Advantages
- High Material Consistency: Uniform mineral composition ensures stable industrial performance
- Reliable Supply Chain: Scalable sourcing capacity for continuous industrial demand
- Cost Efficiency: Competitive pricing relative to synthetic magnesium compounds
- Operational Performance: High thermal resistance and strong chemical stability under extreme conditions
- Flexible Logistics: Bulk shipping capability optimized for global industrial buyers
- Sustainability Benefits: Naturally occurring mineral with lower processing footprint compared to synthetic alternatives
- Technical Support: Full documentation including COA, MSDS, and quality compliance reports available upon request
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: 20–27 MT per 20-foot container (depending on packaging format and density)
- Supply Format: FOB, CFR, or CIF available based on buyer requirement
- Delivery Scale: Industrial bulk shipments supported for long-term supply contracts




Reviews
There are no reviews yet.