




Description
- Product Overview
Diacetone alcohol (DAA) is a high-performance, oxygenated solvent widely used in industrial formulations requiring balanced evaporation, strong solvency, and excellent compatibility with diverse chemical systems. It serves as a critical intermediate and functional solvent in coatings, adhesives, inks, and chemical synthesis processes. Its value lies in its ability to enhance formulation stability, improve flow characteristics, and optimize drying performance in high-spec industrial applications. Strategically, it is an essential solvent for manufacturers seeking cost-efficient, versatile, and environmentally acceptable alternatives to more aggressive solvents in global supply chains. - Key Specifications & Technical Characteristics
- Chemical Composition: 4-hydroxy-4-methyl-2-pentanone (C6H12O2)
- CAS Number: 123-42-2
- Purity Level: ≥ 99.0% industrial grade
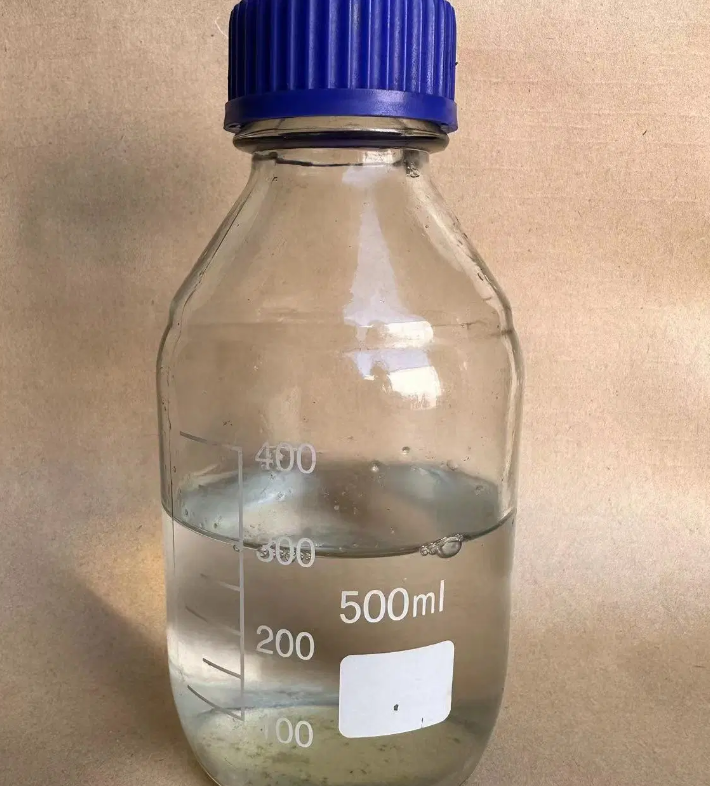
- Physical Form: Clear, colorless liquid
- Odor: Mild ketone-like odor
- Density: ~0.93 g/cm³ at 20°C
- Boiling Point: ~166°C
- Solubility: Miscible with most organic solvents; partial solubility in water
- Packaging Options: 200L steel drums, 1000L IBC totes, ISO tank bulk supply
- Shelf Life: 24 months under proper storage conditions (cool, dry, ventilated area)
- Core Industrial Applications
Diacetone alcohol is extensively utilized across coatings, paints, inks, adhesives, and chemical manufacturing industries. In coatings and paints, it functions as a coalescing agent and viscosity modifier, improving leveling, gloss, and film formation. In ink formulations, it enhances pigment dispersion and controlled drying performance. It is also used in adhesive systems to improve flow and bonding efficiency. In chemical synthesis, it acts as an intermediate for producing methyl isobutyl ketone (MIBK) and other specialty chemicals. Compared to conventional solvents, DAA offers superior balance between evaporation rate, solvency power, and formulation stability, making it highly efficient in precision industrial processes. - Competitive Advantages
- High purity and consistent batch-to-batch quality for industrial reliability
- Stable global supply chain ensuring uninterrupted procurement cycles
- Efficient logistics support for bulk shipping and international distribution
- Competitive pricing structure optimized for large-scale industrial buyers
- Environmentally favorable profile compared to more volatile organic solvents
- Strong technical documentation support including COA, MSDS, and compliance data
- Versatile performance across multiple industrial formulation systems, reducing need for multiple solvent inputs
- Enhances production efficiency and reduces formulation complexity for manufacturers
- Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: Approximately 80 MT per 20-foot container (bulk ISO tank or flexitank dependent)




Reviews
There are no reviews yet.