



Description
1. Product Overview
Alkylphenol ethoxylates (APE) are high-performance, nonionic surfactants widely utilized as wetting agents, emulsifiers, and dispersants across industrial formulations. Their primary industrial use lies in textile processing, pulp & paper manufacturing, agrochemical emulsification, and industrial cleaning, where superior surface tension reduction is critical. The key value proposition is exceptional detergency and emulsion stability at low concentrations, driving operational efficiency and formulation cost reduction. Strategically, APE remains important in markets where regulatory substitution is not yet mandated, offering a balance of high performance and mature supply chain integration.
2. Key Specifications & Technical Characteristics
-
Chemical composition: Nonylphenol ethoxylates (NPE) and octylphenol ethoxylates (OPE); average ethoxylation degree: 4–100 moles (e.g., NP-9, NP-10, OP-10)
-
Purity level: Active matter content ≥ 99% (industrial grade); cloud point: 50–85°C (depending on EO chain length)
-
Physical characteristics:
-
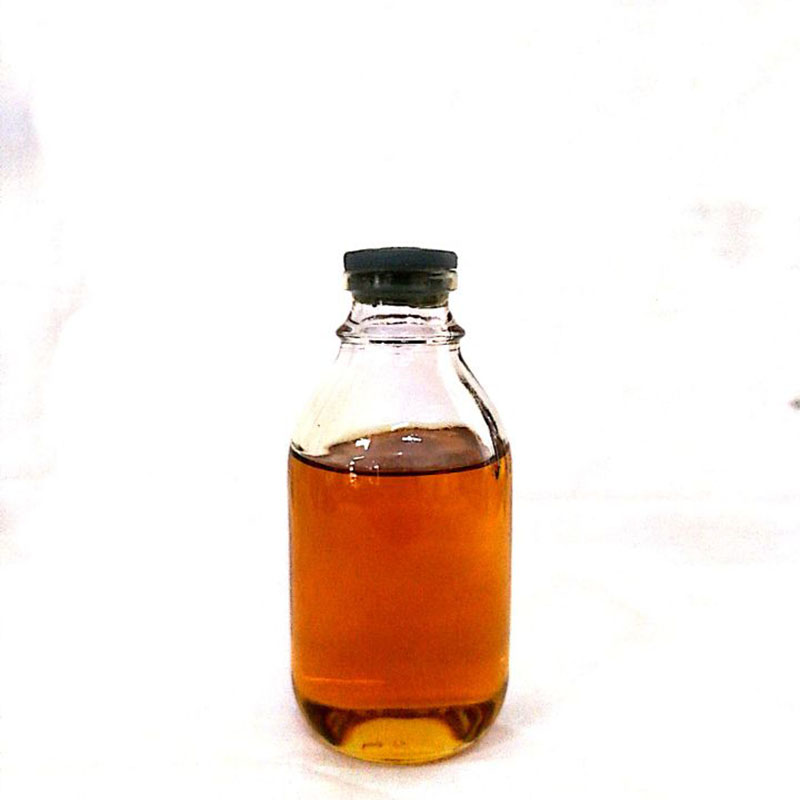
Form: Clear to pale yellow viscous liquid or paste
-
Color (APHA): ≤ 100
-
pH (1% aqueous): 5.5–7.5
-
Density at 25°C: approx. 1.05–1.08 g/cm³
-
Viscosity: 200–500 cP (at 25°C)
-
-
Packaging options: 200 kg net steel drums, 1,000 kg IBC totes, bulk ISO tank, flexitank (20 MT per container)
-
Shelf life: 24 months when stored in original sealed containers at 5–40°C, away from strong oxidizers and direct sunlight
3. Core Industrial Applications
-
Textile processing: Used as a scouring agent and leveling agent for cotton and synthetic fibers — outperforms alcohol ethoxylates in cold-water detergency, reducing energy costs by up to 15%.
-
Agrochemicals: Primary emulsifier for herbicide and pesticide emulsifiable concentrates (EC) — provides superior emulsion stability under hard water conditions compared to alkyl sulfonates.
-
Industrial & institutional cleaning: High-performance degreaser in heavy-duty alkaline cleaners — removes oils and waxes 30% faster than non-APE alternatives, lowering cycle times.
-
Pulp & paper: Used in deinking of recycled paper — achieves higher ink detachment efficiency at lower dosage (0.5–1.5 kg/ton pulp) than standard fatty alcohol ethoxylates.
4. Competitive Advantages
-
Quality consistency: ISO 9001:2025 certified production; batch-to-batch HLB value variation < 0.5; full COA with each shipment.
-
Supply reliability: Multi-plant manufacturing (Asia-Pacific, Middle East) with 50,000 MT annual capacity; 98% on-time in-full (OTIF) delivery record.
-
Logistics capability: Dedicated hazardous chemical logistics partners; door-to-door delivery to 60+ countries; temperature-controlled shipping option.
-
Price competitiveness: Direct-from-producer pricing; 10–12% lower total landed cost than European equivalents for Asian buyers; volume-based rebates available.
-
Sustainability & regulatory: REACH-registered for permitted use cases; alternative product portfolio (alkyl polyglycosides) available for restricted markets; full SDS and regulatory documentation provided.
-
Technical support: In-house application lab for formulation optimization; free sample testing for your specific water hardness and soil type.
5. Commercial & Supply Information
-
Minimum order quantity (MOQ): 20 MT (full container load) for factory-direct pricing; 5 MT for regional warehouse dispatch (subject to stock availability)
-
BULK 20MT loading capacity: 20 metric tons net per 20-ft standard container (flexitank or 80 drums of 250 kg net each)
-
MT per container: 20 MT (20’ DV / 20’ HC) — no partial fills below this volume for bulk chemical classification



Reviews
There are no reviews yet.