



Description
Product Overview
Phosphoric Acid Catalyst is a high-performance chemical agent engineered for industrial processes requiring reliable acid-catalyzed reactions. It is primarily utilized in the production of fertilizers, petrochemicals, and fine chemicals, where precise reaction control and efficiency are critical. The catalyst offers exceptional activity and stability, ensuring consistent throughput and process optimization. Strategically, it enhances production efficiency while minimizing downtime, making it a vital component for industries seeking competitive operational advantage. Its proven reliability and scalability position it as a key sourcing choice for global industrial operators.
Key Specifications & Technical Characteristics
- Chemical Composition: Phosphoric acid supported on a solid carrier (typically silica or alumina)
- Purity/Grade: Industrial-grade, optimized for catalytic performance
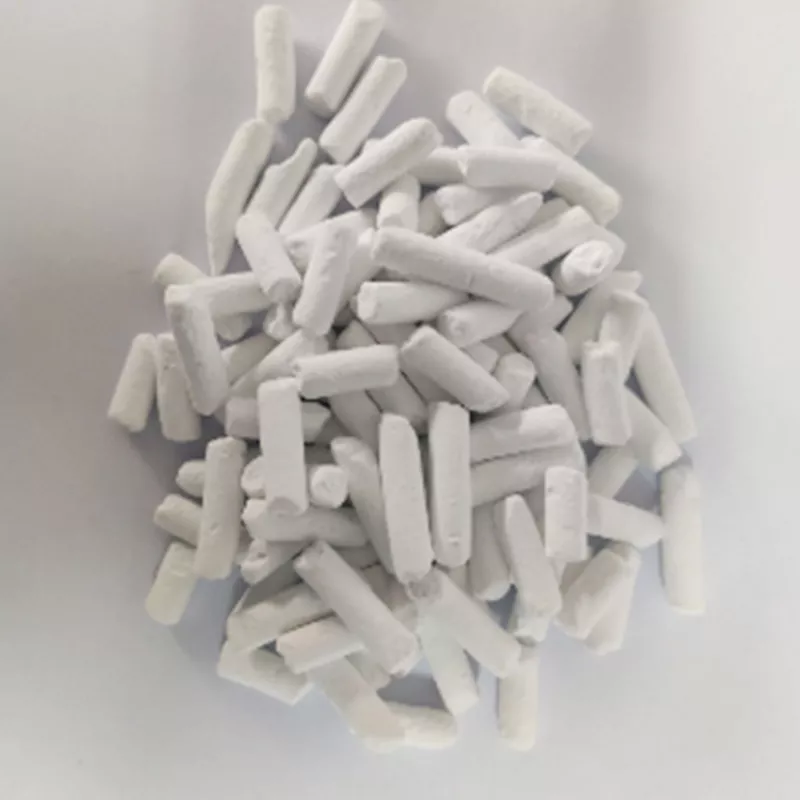
- Physical Form: Granular or pelletized solid
- Color: Off-white to light beige
- Particle Size: 1–5 mm (customizable upon request)
- Bulk Density: 0.8–1.2 g/cm³
- Moisture Content: ≤2%
- Packaging Options: 25 kg bags, 500 kg sacks, or bulk containers
- Shelf Life: 24 months under dry, controlled storage conditions
Core Industrial Applications
- Fertilizer Industry: Used in phosphate esterification and production of phosphoric fertilizers, ensuring higher yield and consistent quality.
- Petrochemical Industry: Catalyzes alkylation and dehydration reactions, providing superior conversion efficiency compared to conventional catalysts.
- Fine Chemicals & Pharmaceuticals: Facilitates selective chemical transformations with high reproducibility and minimal by-product formation.
- Performance Advantages: Demonstrates longer operational life, uniform activity, and reduced catalyst deactivation, delivering cost savings through fewer replacements and process interruptions.
Competitive Advantages
- Quality Consistency: Manufactured under stringent industrial standards for reliable batch-to-batch performance.
- Supply Reliability: Large-scale production ensures uninterrupted availability for global supply chains.
- Logistics Capability: Compatible with bulk and containerized shipping for flexible distribution.
- Price Competitiveness: Optimized for industrial scale operations without compromising quality.
- Sustainability: Lower waste generation and enhanced process efficiency reduce environmental footprint.
- Technical Support: Comprehensive documentation and expert guidance available to optimize usage and integration into industrial processes.
Commercial & Supply Information
- Minimum Order Quantity (MOQ): 20 MT
- Loading Capacity: 20 MT per standard 20-ft container (BULK)
This product is positioned as a strategic sourcing solution for industries seeking a high-efficiency, reliable phosphoric acid catalyst that balances performance, cost, and sustainability.




Reviews
There are no reviews yet.