

Description
1. Product Overview
Multi Vitamin Mineral Matrix MBS-011 is an advanced nutritional premix engineered to deliver a balanced combination of essential vitamins and mineral nutrients for food, beverage, nutraceutical, and animal nutrition applications. Designed for large-scale manufacturing, it supports formulation consistency, nutritional enhancement, and improved product performance across diverse health-focused product categories. Its optimized nutrient matrix provides manufacturers with a reliable solution for developing fortified products that meet evolving consumer demand for complete nutritional solutions. As global markets increasingly prioritize preventive health and functional nutrition, this ingredient serves as a strategic component for premium product innovation.
2. Key Specifications & Technical Characteristics
- Chemical Composition / Material Components:
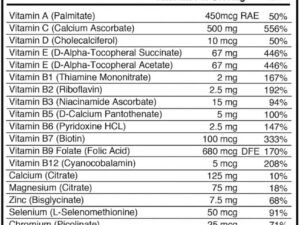
- Balanced blend of essential vitamins (A, B-complex, C, D, E, K) and key minerals such as calcium, magnesium, zinc, iron, selenium, and other trace nutrients.
- Formulated with stabilizers and carriers to ensure uniform nutrient distribution and processing compatibility.
- Purity Level / Grade:
- Food-grade / Nutraceutical-grade quality.
- Manufactured under controlled quality systems with compliance to applicable food safety and regulatory standards.
- Physical Characteristics:
- Form: Fine powder premix.
- Color: White to light yellow or product-specific blended shade.
- Particle Size: Optimized for excellent dispersion and homogeneous mixing.
- Solubility: Designed for efficient incorporation into dry and liquid formulations.
- Stability: Enhanced protection against oxidation, moisture, and nutrient degradation.
- Packaging Options:
- 20 kg, 25 kg multi-layer laminated bags or fiber drums.
- Customized bulk packaging available for industrial-scale production requirements.
- Shelf Life:
- Typically 24 months when stored in a cool, dry environment away from direct sunlight and moisture.
3. Core Industrial Applications
- Nutraceutical Industry: Used in multivitamin tablets, capsules, powders, gummies, and dietary supplements to provide comprehensive nutritional support.
- Functional Food & Beverage Manufacturing: Applied in fortified beverages, health drinks, cereals, meal replacements, and nutrition bars.
- Infant & Specialized Nutrition: Supports formulation of nutritional products requiring precise vitamin and mineral enrichment.
- Animal Nutrition Industry: Used in feed premixes and specialty nutrition products to improve dietary balance and animal health performance.
Performance Advantages:
- Provides accurate nutrient ratios compared with individual ingredient sourcing and manual blending.
- Improves production efficiency through ready-to-use premix integration.
- Reduces formulation complexity, quality risks, and raw material management costs.
- Delivers consistent nutritional performance across high-volume manufacturing batches.
4. Competitive Advantages
- Quality Consistency: Manufactured with precise blending technology to ensure uniform nutrient distribution and batch-to-batch reliability.
- Supply Reliability: Supported by scalable production capacity and dependable raw material sourcing for continuous industrial supply.
- Logistics Capability: Available in export-ready packaging with optimized bulk shipment solutions for global distribution.
- Price Competitiveness: Offers cost advantages by combining multiple nutritional components into a single optimized formulation.
- Sustainability Benefits: Efficient premix manufacturing reduces material waste, production complexity, and resource consumption.
- Technical Support & Documentation: Available with product specifications, quality certificates, safety documentation, and technical assistance for formulation integration.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: Approximately 20 MT per standard container (subject to packaging configuration and shipment requirements).



Reviews
There are no reviews yet.