

Description
Product Overview
Infant Micronutrient Premix Complete MBS-001 is a scientifically formulated blend of essential vitamins, minerals, and trace elements developed for the production of infant nutrition and pediatric formula products. It is designed to deliver precise micronutrient fortification while ensuring excellent stability, homogeneity, and compliance with stringent food safety and quality standards. The premix enables manufacturers to simplify formulation, improve production efficiency, and achieve consistent nutritional performance across every batch. As global demand for premium infant nutrition continues to grow, this complete micronutrient premix provides a reliable and strategic solution for high-quality infant food manufacturing.
Key Specifications & Technical Characteristics
- Chemical Composition / Material Components:
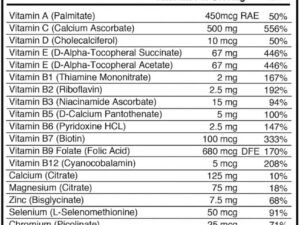
- Essential Vitamins (A, D3, E, K1, C, B1, B2, B3, B5, B6, B7, B9, B12)
- Essential Minerals (Calcium, Magnesium, Iron, Zinc, Copper, Manganese, Iodine)
- Trace Elements (Selenium, Chromium, Molybdenum where required)
- Food-grade carriers for optimal dispersion and blending
- Grade: Food Grade / Infant Nutrition Grade
- Purity Level: Manufactured using high-purity, food-grade ingredients meeting international quality standards
- Physical Form: Free-flowing powder
- Color: Off-white to light yellow
- Particle Size: Fine, uniformly blended powder for excellent dispersion
- Bulk Density: Typically 0.45–0.75 g/cm³ (application dependent)
- Packaging Options:
- 20 kg multi-layer food-grade bags
- 25 kg fiber drums with food-grade liners
- Customized industrial packaging available
- Shelf Life: Up to 24 months when stored in a cool, dry environment within original sealed packaging
Core Industrial Applications
- Infant formula manufacturing
- Follow-on formula production
- Growing-up milk formulations
- Pediatric nutritional supplements
- Medical nutrition products
- Specialized infant food production
- Nutritional powder blending facilities
- Contract food manufacturing
Operational Benefits
- Delivers accurate and uniform micronutrient fortification.
- Reduces formulation complexity by combining multiple micronutrients into one standardized blend.
- Improves production efficiency through excellent flowability and homogeneous mixing.
- Minimizes dosing errors and quality variation while supporting regulatory compliance.
- Enhances manufacturing consistency, reducing production waste and operational costs.
Competitive Advantages
- Consistently manufactured using stringent quality control and internationally recognized food safety systems.
- Reliable global supply chain capable of supporting long-term commercial contracts.
- Efficient international logistics with flexible packaging solutions for bulk industrial buyers.
- Competitive pricing through optimized large-scale production and procurement.
- Supports sustainable manufacturing through efficient premix utilization and reduced ingredient handling.
- Comprehensive technical documentation available, including Certificate of Analysis (COA), Product Specification, Safety Data Sheet (where applicable), allergen declarations, and technical support for formulation and regulatory requirements.
Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity (20 ft Container): Approximately 20 MT depending on packaging configuration.


Reviews
There are no reviews yet.