

Description
1. Product Overview
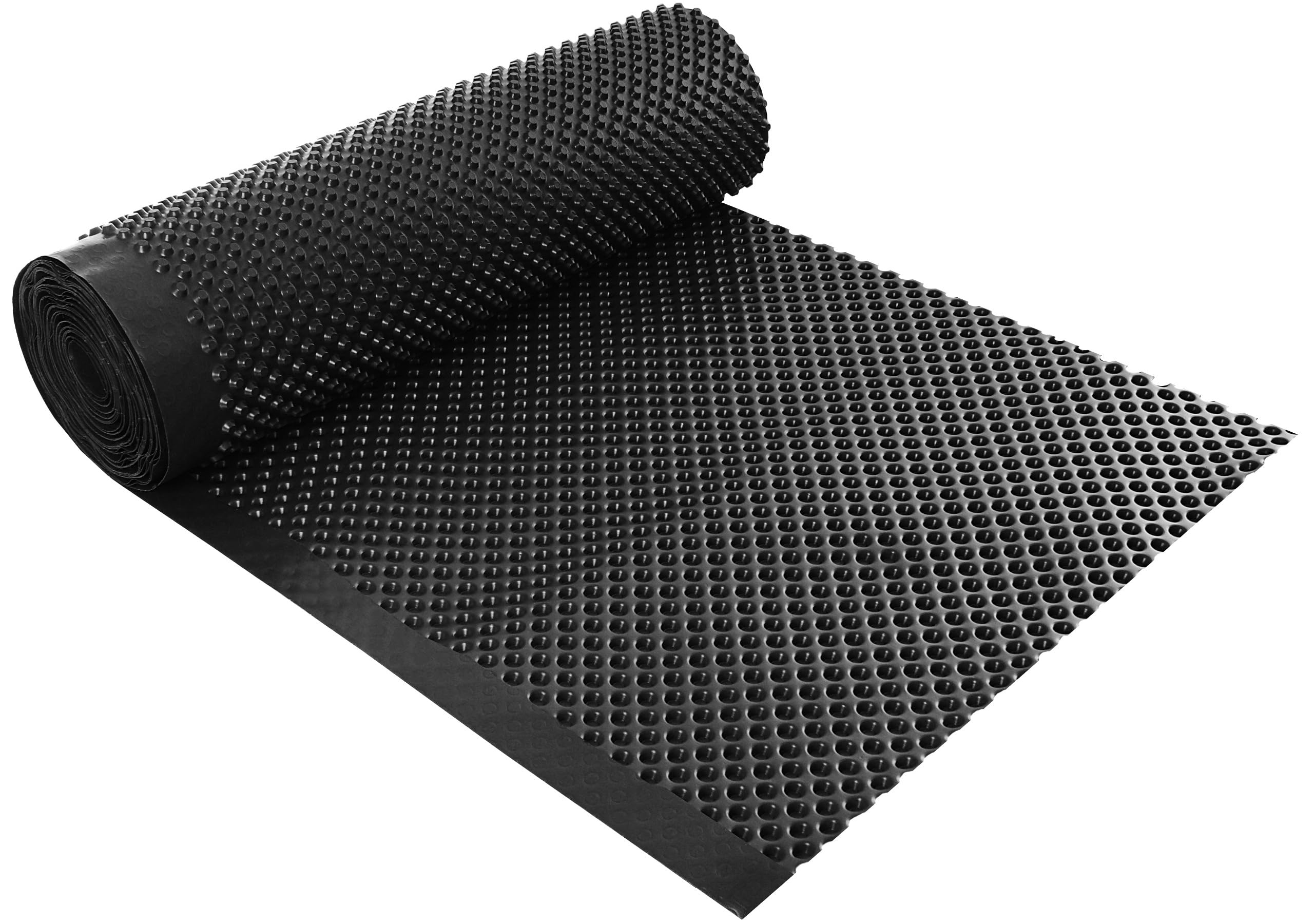
The Waterproofing Membrane — Foundation protection is a monolithic, high-density polyethylene (HDPE) membrane with a reactive adhesive layer, engineered for below-grade concrete foundations. It is used to create a continuous, impermeable barrier against groundwater, methane, and aggressive soil chemicals in commercial, civil, and residential construction. The key value proposition is total adhesion to green concrete without primers or torches, reducing installation time by up to 40% while eliminating VOC emissions. In a market facing escalating liability from foundation failures and climate-driven water table rise, this membrane offers deterministic long-term performance, making it a strategic risk-management asset for developers and contractors.
2. Key Specifications & Technical Characteristics
-
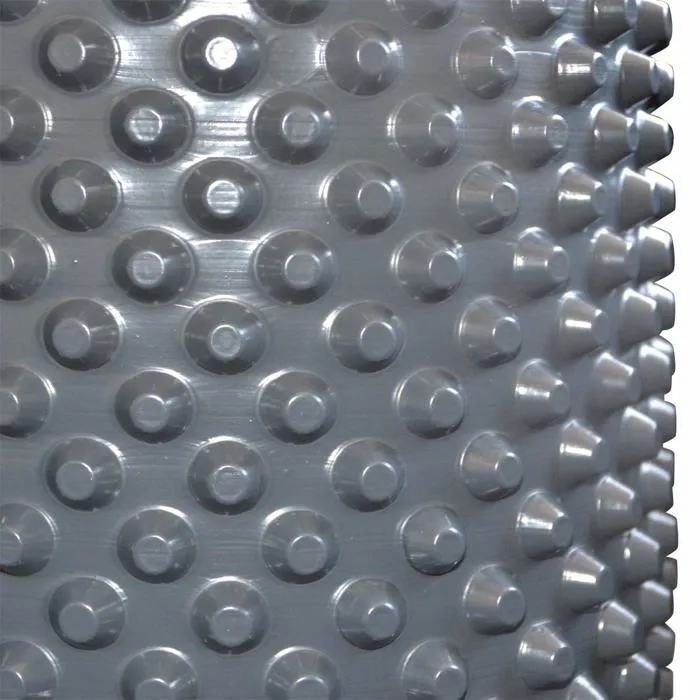
Material composition: Virgin HDPE carrier film (0.5–1.2 mm thickness) with butyl-based or acrylic pressure-sensitive adhesive layer; reinforced non-woven polyester carrier optional
-
Purity: No recycled content in primary barrier; adhesive 100% solid, solvent-free
-
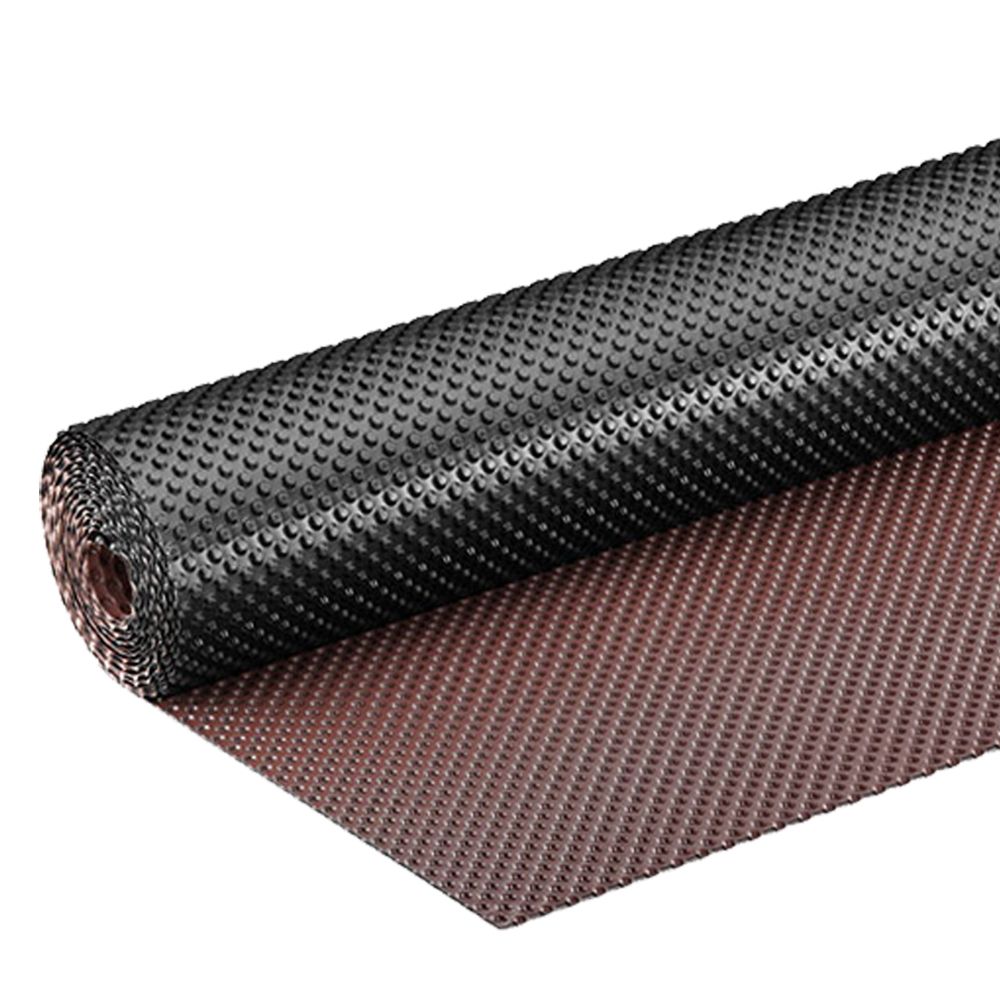
Physical characteristics: Roll form, black or white (reflective UV-stable variant); density ~0.94 g/cm³; elongation >600%, tensile strength >25 N/mm²; low-temperature flexibility down to -30°C
-
Packaging: Heat-shrunk polyethylene wrap on cardboard cores; 20–30 m rolls, 1–2 m width; palletized stretch-wrapped
-
Shelf life: 24 months in original packaging, stored below 35°C and away from UV exposure
3. Core Industrial Applications
-
Primary industries: Commercial real estate development, civil infrastructure (tunnels, subways, water treatment plants), residential multi-story basements, and industrial slabs-on-grade
-
Operational use cases: Blind-side waterproofing before concrete pour; underslab vapor and liquid barrier; tie-in to bentonite panels or liquid membranes at cold joints
-
Performance advantage vs alternatives: Unlike bituminous membranes, this HDPE system resists root intrusion and aggressive leachates; unlike liquid coatings, it delivers zero pinhole risk and full cure independence from humidity. Durability advantage: 100+ year design life under ASTM E154 testing; cost advantage: eliminates drainage layer requirement in many soil types
4. Competitive Advantages
-
Quality consistency: ISO 9001:2025 certified; every batch traceable with 5-year statistical process control (SPC) data
-
Supply reliability: 24/7 fulfillment hubs across three continents; buffer inventory of 5,000+ pallets
-
Logistics capability: LCL, FCL, and project-site direct delivery; 48-hour dispatch for standard rolls
-
Price competitiveness: Tier-2 pricing for Tier-1 performance due to vertically integrated HDPE extrusion and adhesive formulation
-
Sustainability benefits: 100% recyclable; manufactured with 40% less embodied carbon vs torch-applied systems; LEED v4.1 contribution points
-
Technical support: BIM models, site installation audits, and adhesion validation testing included for orders >20MT
5. Commercial & Supply Information
-
Minimum order quantity (MOQ): Bulk 20 metric tons (mixed roll widths and thicknesses permitted)
-
Loading capacity: 24 metric tons per 20-ft container (standard palletized configuration: 16 pallets x 1.5MT each)


Reviews
There are no reviews yet.