
Description
1. Product Overview
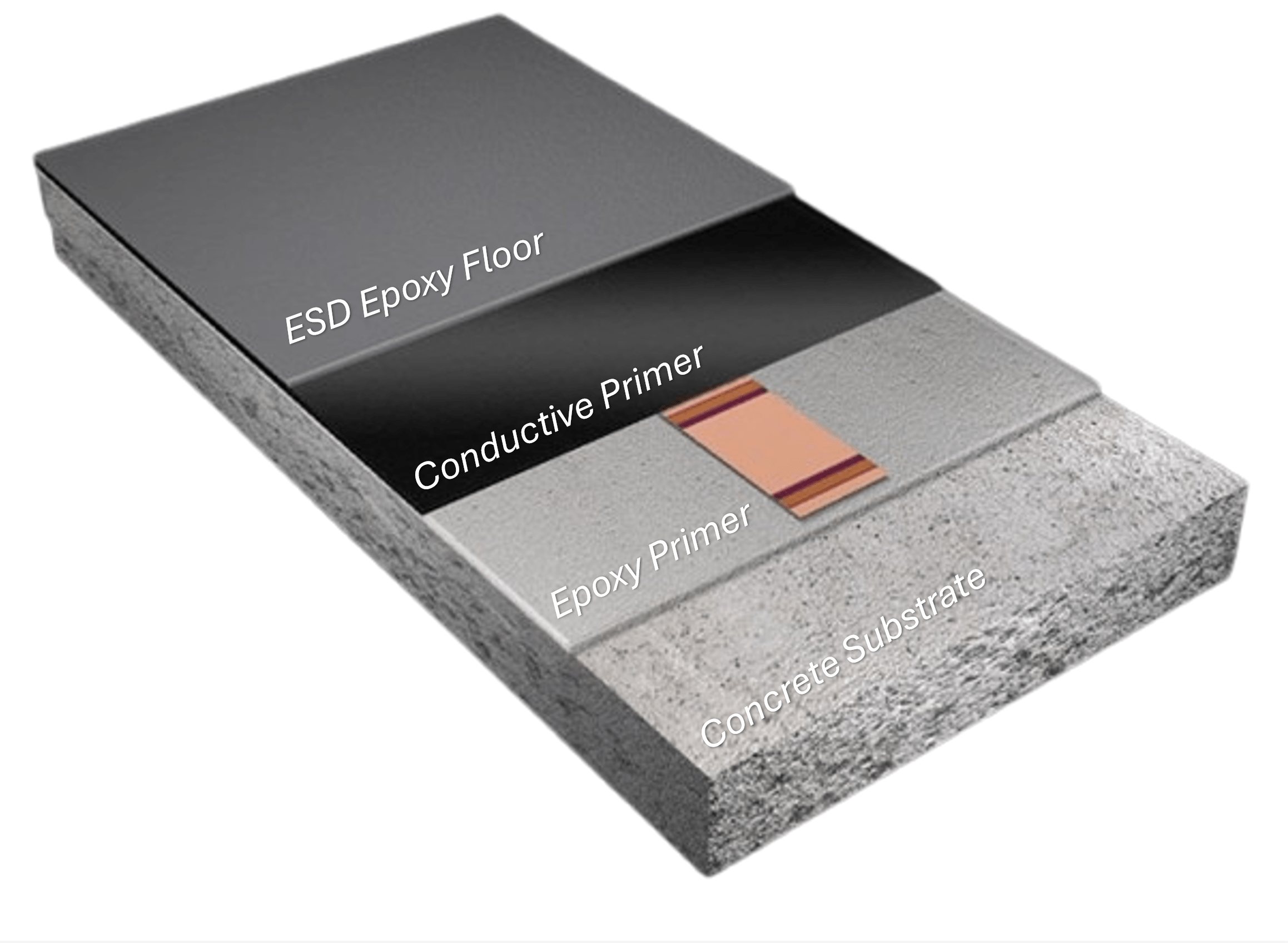
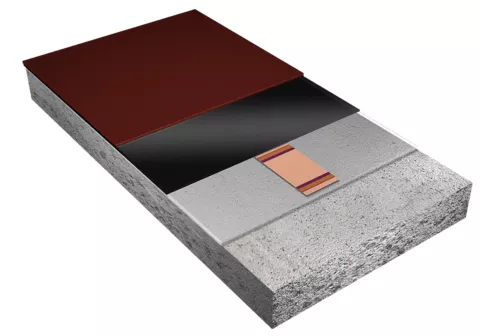
Anti-Static Floor Coatings Epoxy — Hazard Zones are high-performance, conductive epoxy flooring systems engineered to safely dissipate electrostatic charges in sensitive and high-risk industrial environments. These coatings are primarily used in facilities handling flammable materials, electronic components, or precision equipment where static discharge can cause operational failures or safety hazards. The key value proposition lies in combining robust mechanical durability with controlled electrostatic discharge (ESD) performance, ensuring both safety compliance and long-term floor integrity. Strategically, these coatings are essential for industries prioritizing operational safety, regulatory compliance, and asset protection in hazardous zones.
2. Key Specifications & Technical Characteristics
- Chemical Composition:
- Epoxy resin system with conductive fillers (e.g., carbon fibers, graphite, or conductive pigments)
- Amine or polyamide curing agents
- Additives for flow control, adhesion, and chemical resistance
- Purity Level / Grade:
- Industrial-grade conductive epoxy system
- Formulated to meet ESD and anti-static performance standards
- Physical Characteristics:
- Form: Two-component liquid system (resin + hardener)
- Finish: Smooth, seamless, matte to semi-gloss
- Color: Customizable (standard industrial shades)
- Surface resistivity: Typically 10⁵ to 10⁹ ohms (application-dependent)
- High compressive strength and abrasion resistance
- Packaging Options:
- Pre-measured kit packaging (Part A + Part B)
- Bulk drums (200L)
- Intermediate bulk containers (IBC) for large-scale applications
- Shelf Life:
- Typically 12–24 months in sealed original packaging
- Store in cool, dry conditions away from direct sunlight
3. Core Industrial Applications
Primary Industries:
- Oil & gas and petrochemical facilities
- Electronics manufacturing and assembly plants
- Pharmaceutical and chemical processing plants
- Data centers and cleanrooms
- Aerospace and defense facilities
Operational Use Cases:
- Flooring in hazardous zones requiring static discharge control
- Protection of sensitive electronic equipment from ESD damage
- Safe handling environments for flammable liquids and gases
- Cleanroom flooring requiring both conductivity and chemical resistance
Performance & Cost Advantages:
Anti-static epoxy coatings outperform conventional flooring systems by integrating electrostatic control with high mechanical strength and chemical resistance. They significantly reduce the risk of sparks, equipment damage, and product defects, leading to lower maintenance costs and improved operational safety. Their seamless application minimizes contamination and enhances cleanability, delivering long-term cost efficiency and compliance benefits.
4. Competitive Advantages
- Quality Consistency: Engineered formulations with controlled conductivity and batch-tested performance
- Supply Reliability: Scalable production capacity with consistent global supply capability
- Logistics Capability: Efficient bulk and kit-based distribution for large industrial projects
- Price Competitiveness: Positioned within the 1,800–3,500 USD/ton range for high-performance ESD systems
- Sustainability Benefits: Long service life reduces replacement frequency and material waste
- Technical Support: Full technical datasheets, application guidelines, and on-site support available
Positioned as a strategic investment, anti-static epoxy floor coatings enable industrial buyers to enhance workplace safety, protect high-value assets, and ensure compliance with stringent ESD and hazardous area standards.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20MT
- Loading Capacity (MT per container): Approximately 20–24 MT per 20’ container (depending on packaging configuration)




Reviews
There are no reviews yet.