

Description
1. Product Overview
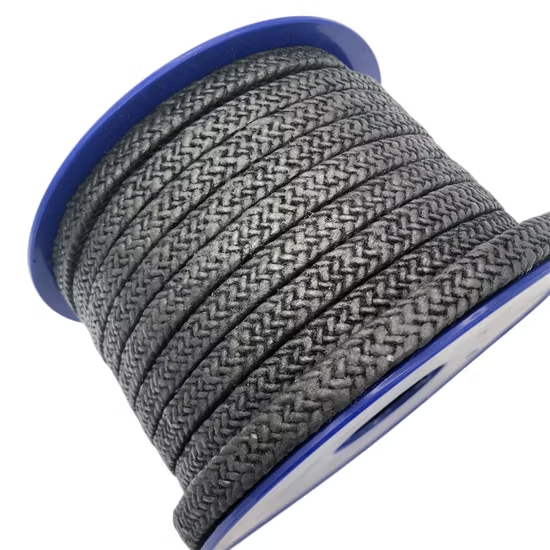
Pump Packing Graphite 100% — Seal Systems is a high-performance sealing material manufactured from pure expanded graphite designed for demanding pump and rotating equipment applications. It provides exceptional thermal stability, chemical resistance, and low friction characteristics, making it a preferred sealing solution in aggressive industrial environments. The primary industrial use is to ensure leak-free operation in pumps, valves, and rotating machinery operating under high temperature and pressure conditions. Its key value proposition lies in delivering long service life, minimal maintenance, and superior sealing integrity compared to conventional packing materials. Strategically, 100% graphite pump packing plays a critical role in improving equipment reliability, reducing downtime, and maintaining operational safety in heavy industrial processes.
2. Key Specifications & Technical Characteristics
- Chemical Composition:
- 100% expanded graphite fibers
- Optional corrosion inhibitors (depending on grade)
- Purity Level / Grade:
- High-purity industrial grade graphite
- Carbon content typically ≥ 98%
- Physical Characteristics:
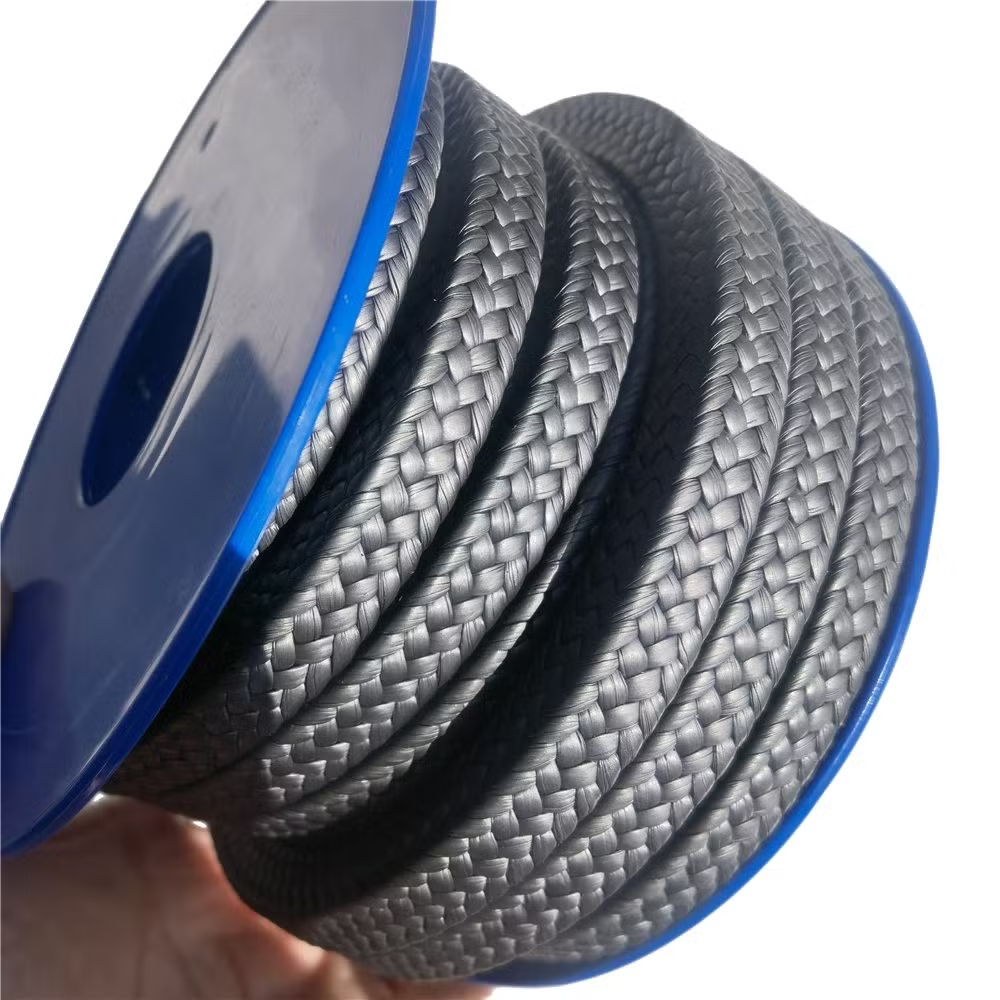
- Form: Braided flexible packing rings or spool packing
- Color: Metallic dark gray to black
- High thermal conductivity
- Low coefficient of friction
- Excellent compressibility and resilience
- Temperature resistance: up to ~450°C in oxidizing environments and up to ~3000°C in non-oxidizing environments
- Packaging Options:
- Spools or coils for bulk cutting
- Preformed packing rings
- Industrial cartons or reinforced packaging for bulk shipments
- Shelf Life:
- Indefinite shelf life when stored in dry, protected conditions
3. Core Industrial Applications
Primary Industries:
- Oil and gas processing
- Petrochemical and chemical manufacturing
- Power generation plants
- Pulp and paper processing
- Mining and mineral processing
- Water treatment and industrial utilities
Operational Use Cases:
- Sealing centrifugal and reciprocating pumps
- Shaft sealing in high-temperature industrial pumps
- Valve stem sealing in chemical processing systems
- Leakage prevention in aggressive fluid transfer systems
- Replacement packing in heavy-duty mechanical sealing environments
Performance & Cost Advantages:
100% graphite pump packing provides superior sealing reliability compared to conventional fiber or PTFE-based packings. Its high temperature tolerance, chemical inertness, and self-lubricating structure reduce friction and shaft wear while maintaining sealing integrity. The extended operational lifespan significantly lowers maintenance intervals, minimizes equipment downtime, and improves total lifecycle cost efficiency.
4. Competitive Advantages
- Quality Consistency: Precision braided graphite packing manufactured under controlled quality standards
- Supply Reliability: Scalable bulk production supporting continuous industrial demand
- Logistics Capability: Global shipment capability with industrial-grade packaging protection
- Price Competitiveness: Cost-efficient alternative to complex mechanical sealing systems
- Sustainability Benefits: Long service life reduces waste generation and maintenance resource consumption
- Technical Support & Documentation: Product specifications, installation guidance, and material safety documentation available
Positioned as a strategic sealing solution, Pump Packing Graphite 100% enables industrial operators to enhance equipment reliability, maintain operational safety, and optimize maintenance economics across critical pump and valve systems.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20MT
- Loading Capacity (MT per container): Approximately 20–24 MT per 20’ container (depending on packaging configuration)




Reviews
There are no reviews yet.