

Description
1. Product Overview
Spent Acetone is a recovered industrial solvent generated from manufacturing, cleaning, coating, and chemical processing operations. While it contains residual contaminants from prior use, it remains a valuable secondary solvent suitable for recovery, recycling, solvent blending, and industrial cleaning applications. Its strong solvency power, rapid evaporation rate, and compatibility with numerous organic compounds make it a practical input for solvent reclaimers and industrial processors. Strategically, Spent Acetone plays an important role in circular chemical supply chains by enabling cost-efficient solvent reuse while supporting sustainable waste reduction initiatives across multiple industries.
2. Key Specifications & Technical Characteristics
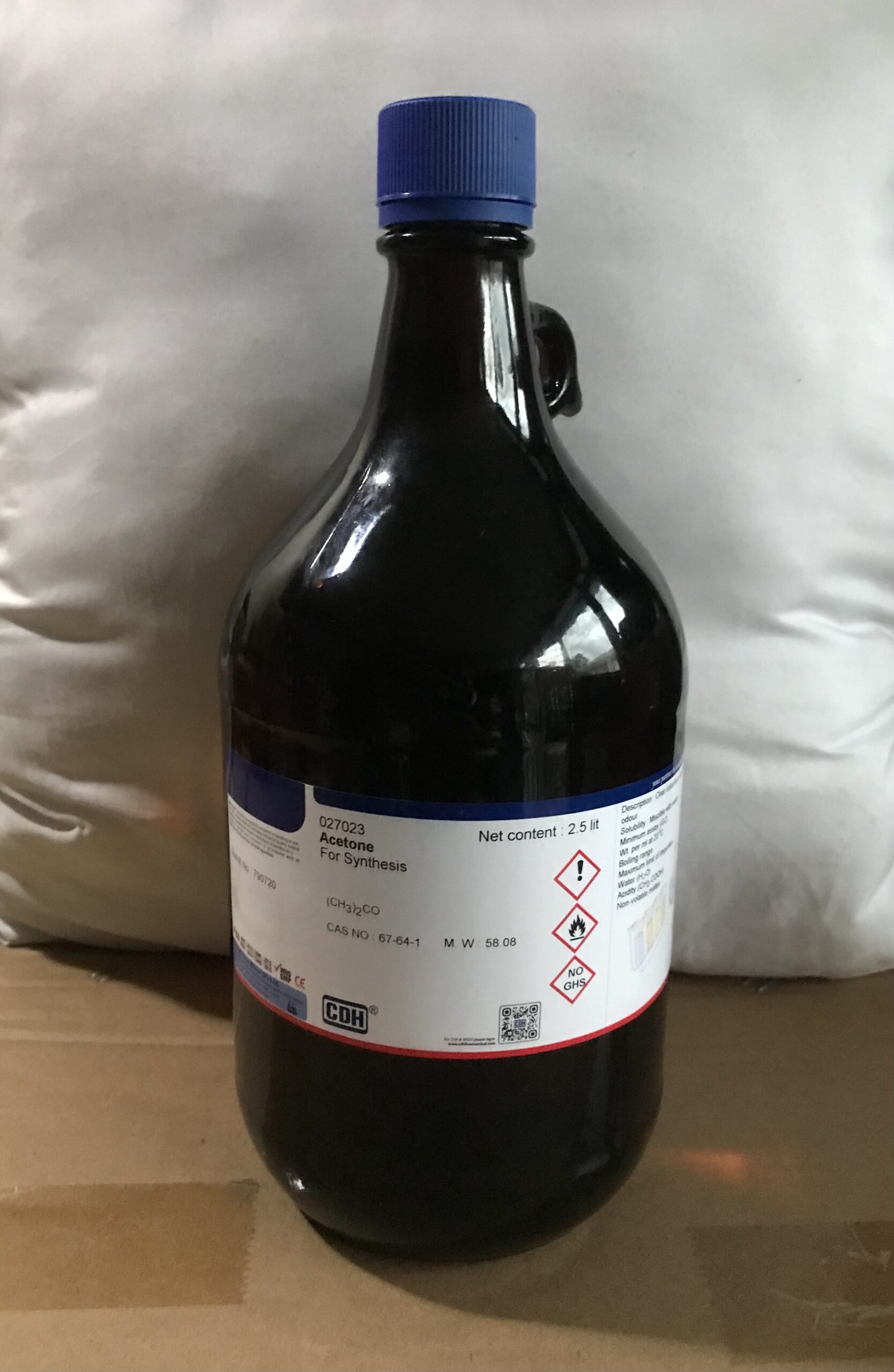
- Chemical Composition: Predominantly Acetone (C₃H₆O) with varying levels of industrial residues depending on source process
- Purity / Grade: Industrial recovered solvent; acetone content typically 70–95% (source dependent)
- Physical Form: Liquid solvent
- Color: Clear to slightly tinted depending on contamination profile
- Odor: Characteristic acetone odor
- Density: ~0.78–0.79 g/cm³ (varies slightly with impurities)
- Boiling Point: ~56°C (may vary due to contamination)
- Solubility: Fully miscible with water and most organic solvents
- Packaging Options:
- Bulk ISO Tanks
- 200L Steel Drums
- IBC Containers (1000L)
- Tanker Truck for regional deliveries
- Shelf Life: Typically 12 months when stored in sealed, approved solvent containers under proper conditions
3. Core Industrial Applications
Solvent Recovery & Recycling Industry
Spent Acetone is widely used as feedstock for solvent recovery facilities where distillation processes restore the solvent to reusable quality. This allows industrial operators to reduce procurement costs while maintaining solvent supply continuity.
Chemical Manufacturing & Solvent Blending
Chemical processors utilize recovered acetone streams in blended solvent systems, where slightly lower purity is acceptable for intermediate processing, cleaning, or formulation.
Industrial Equipment & Surface Cleaning
The solvent’s high dissolving power makes it effective for removing oils, resins, adhesives, paints, and coatings from industrial equipment and production lines.
Paint, Coatings & Adhesives Processing
Manufacturers often use reclaimed acetone streams for thinning, formulation adjustment, or cleaning production equipment where ultra-high purity solvent is not required.
Compared with virgin solvent procurement, spent acetone offers a significant cost advantage while delivering strong solvency performance for non-critical industrial processes.
4. Competitive Advantages
- Consistent Industrial Feedstock Quality through controlled sourcing from regulated manufacturing streams
- Reliable Bulk Supply Availability supported by established industrial solvent collection networks
- Efficient Global Logistics including ISO tank, drum, and containerized shipping solutions
- Competitive Pricing Structure compared with virgin acetone supply chains
- Circular Economy Contribution by enabling solvent recovery and reducing hazardous waste disposal
- Sustainability Alignment supporting industrial waste minimization and resource recovery initiatives
- Technical Documentation Support including SDS, handling guidelines, and composition data where available
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: 20 MT per container



Reviews
There are no reviews yet.