


Description
- Product Overview
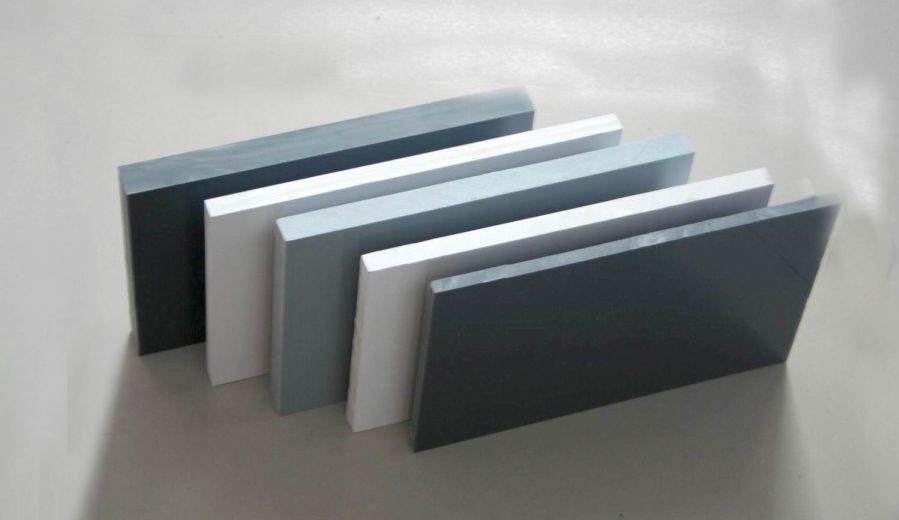
Chemical Resistant Sheets are high-performance industrial-grade polymer or composite sheets engineered to withstand aggressive chemical exposure, including acids, alkalis, solvents, and corrosive process media. They are widely used in chemical processing, pharmaceutical manufacturing, water treatment, and heavy industrial environments where material integrity under harsh conditions is critical. The key value proposition lies in their exceptional durability, dimensional stability, and long service life under extreme chemical stress. Strategically, they are essential for reducing downtime, minimizing maintenance costs, and ensuring operational safety in high-corrosion-risk industries, making them a core material in modern industrial infrastructure. - Key Specifications & Technical Characteristics
- Chemical Composition: High-density polyethylene (HDPE), polypropylene (PP), polyvinyl chloride (PVC), PTFE, or engineered composite polymer blends (grade-dependent)
- Purity/Grade: Industrial grade / Chemical-resistant engineering grade / High-performance corrosion-resistant grade
- Physical Characteristics: Solid sheet form; smooth or textured surface; customizable thickness (commonly 1mm–50mm+); color typically natural, white, black, or custom industrial coding
- Density: Approx. 0.90 – 2.20 g/cm³ depending on polymer type
- Thermal Resistance: Typically -50°C to +200°C depending on material grade
- Chemical Resistance: High resistance to acids, alkalis, salts, and organic solvents (grade-specific compatibility)
- Mechanical Properties: High impact resistance, low moisture absorption, excellent dimensional stability
- Packaging Options: Palletized sheets, shrink-wrapped bundles, or custom export crates
- Shelf Life: Indefinite under proper dry, UV-protected storage conditions
- Core Industrial Applications
Chemical Resistant Sheets are extensively used across chemical processing plants for tank lining, containment systems, and corrosion-resistant barriers. In the pharmaceutical and biotech sectors, they are applied in cleanroom environments, lab surfaces, and chemical handling zones requiring strict contamination control. Water and wastewater treatment facilities utilize them for lining tanks, channels, and processing equipment exposed to aggressive treatment chemicals. Compared to conventional metals or standard plastics, these sheets deliver superior corrosion resistance, lower lifecycle cost, and reduced maintenance downtime, making them a preferred solution for critical infrastructure reliability. - Competitive Advantages
- Consistent material quality ensuring uniform chemical resistance performance
- Reliable bulk supply chain with scalable production capacity for industrial demand
- Strong logistics capability supporting global export and just-in-time delivery models
- Cost efficiency through extended service life and reduced replacement frequency
- Environmentally favorable options available in recyclable polymer grades
- Comprehensive technical documentation, including chemical compatibility charts and installation guidelines
- Engineering support for application-specific customization and material selection
- Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20MT
- Loading Capacity: Approximately 20 MT per 20ft container; up to 25 MT per 40ft HQ container depending on sheet thickness, material grade, and packaging configuration

Reviews
There are no reviews yet.