






Description
1. Product Overview
Sodium Aluminate is a highly reactive inorganic compound widely used in water treatment, chemical manufacturing, and construction industries. Its primary role is as a coagulant and alkalinity source, enabling efficient removal of impurities and enhanced processing performance. The product delivers superior solubility and consistent chemical activity, making it a preferred choice for industrial operations seeking reliability and efficiency. Strategically, Sodium Aluminate is critical in markets requiring high-quality water treatment solutions, cement acceleration, and alumina-based chemical production. Its robust performance and versatility make it an indispensable material in large-scale industrial applications.
2. Key Specifications & Technical Characteristics
- Chemical Composition: NaAlO₂ (Sodium Aluminate)
- Purity / Grade: ≥ 50% Al₂O₃ equivalent
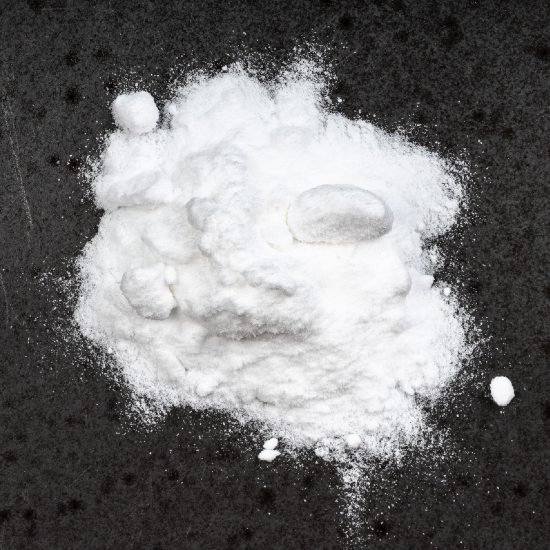
- Physical Form: White crystalline powder or granules
- Density: 2.38 g/cm³
- Solubility: Highly soluble in water, forming clear solutions
- pH (1% solution): 12–13
- Packaging Options: 25 kg bags, 500 kg jumbo bags, bulk containers
- Shelf Life: Stable under dry conditions for up to 12 months
3. Core Industrial Applications
- Water Treatment: Acts as a coagulant and alkalinity regulator in municipal and industrial water purification, improving sedimentation and filtration efficiency.
- Construction & Cement Industry: Accelerates cement setting and enhances concrete strength, particularly in precast and high-performance concrete applications.
- Chemical Manufacturing: Serves as a key reagent in producing alumina, zeolites, and specialty chemicals.
- Paper & Pulp Industry: Enhances retention, drainage, and brightness control.
- Performance Advantage: Higher solubility and consistent activity ensure predictable reaction outcomes, reduced chemical waste, and improved operational efficiency compared to alternative aluminum compounds.
4. Competitive Advantages
- Consistent Quality: Tight control on chemical composition and solubility ensures reliable industrial performance.
- Supply Reliability: Continuous production and global logistics capabilities support uninterrupted supply.
- Logistics Efficiency: Multiple packaging and container loading options facilitate bulk transport and storage.
- Cost Effectiveness: High activity per unit reduces overall chemical consumption, lowering operational costs.
- Sustainability: Environmentally safe handling and compliance with industrial safety standards.
- Technical Support: Detailed datasheets, handling guidelines, and expert consultation available for all industrial buyers.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): Bulk 20 MT
- Loading Capacity: 22–24 MT per 20’ container (depending on packaging type)




Reviews
There are no reviews yet.