



Description
1. Product Overview
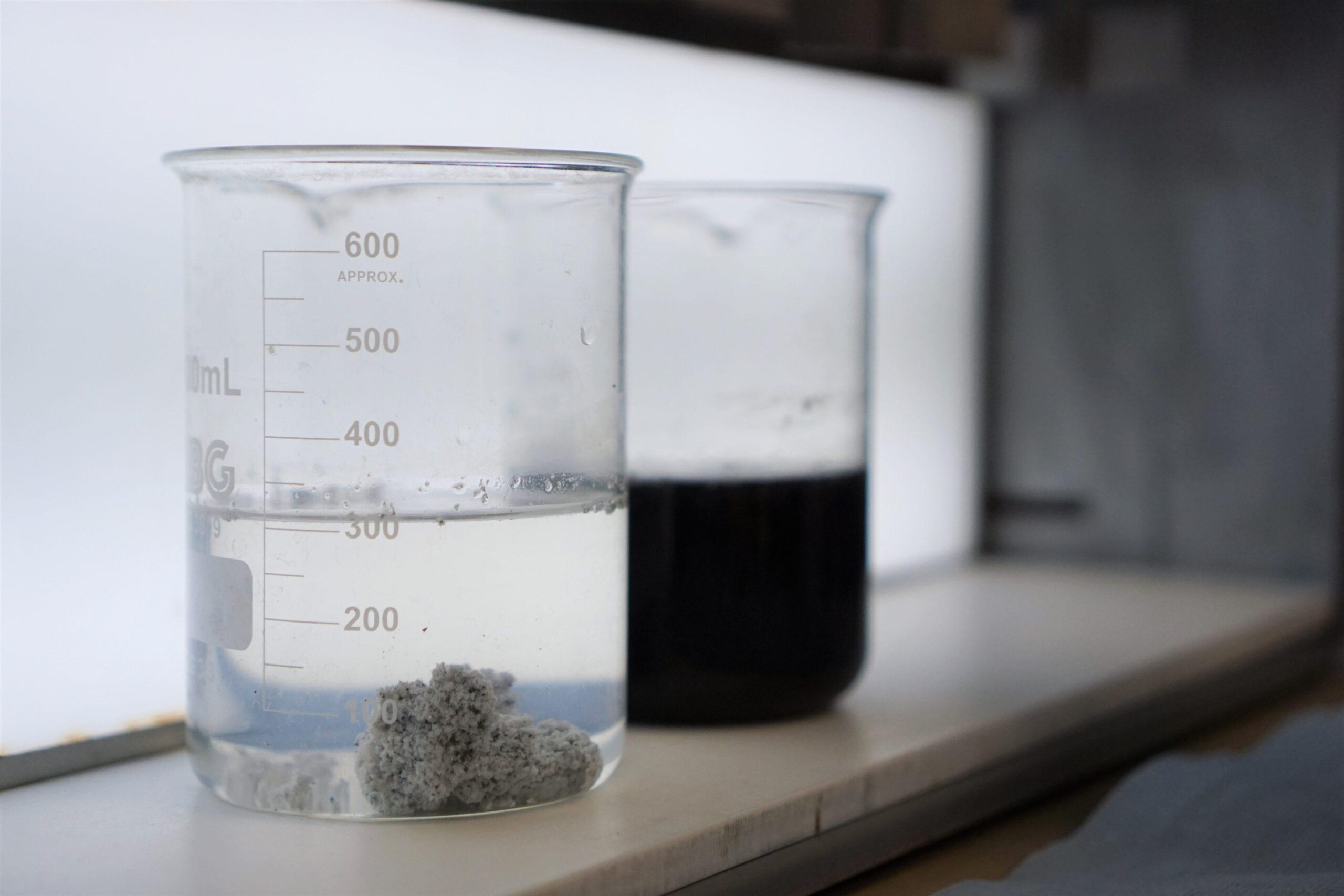
Polymeric Flocculants are high-performance macromolecular compounds engineered to enhance the aggregation and settling of suspended solids in liquid systems. Primarily used in water treatment, mining, and industrial wastewater management, these flocculants improve separation efficiency and clarify liquids with precision. Their superior performance in reducing turbidity, accelerating sedimentation, and optimizing chemical dosing makes them a strategically essential component for industrial operations aiming for operational excellence. By delivering consistent results across diverse process conditions, they provide cost efficiency, operational reliability, and regulatory compliance advantages.
2. Key Specifications & Technical Characteristics
- Chemical Composition: High molecular weight polymeric chains (anionic, cationic, or non-ionic variants)
- Purity/Grade: Industrial-grade, >90% active polymer content
- Physical Characteristics: Powder or granular form; off-white to light beige; particle size: 0.1–1.0 mm; bulk density: 0.5–0.7 g/cm³
- Solubility: Readily soluble in water, forming high-viscosity solutions
- Packaging Options: 25 kg multi-ply paper bags, jumbo bags (1 MT), or bulk containers
- Shelf Life: 24 months under dry, cool storage conditions
3. Core Industrial Applications
- Water & Wastewater Treatment: Accelerates sedimentation, clarifies water, and reduces chemical consumption in municipal and industrial plants
- Mining & Mineral Processing: Enhances tailings management, reduces sludge volume, and improves recovery rates of valuable minerals
- Pulp & Paper Industry: Improves effluent treatment, reduces chemical usage, and enhances fiber recovery
- Oil & Gas and Petrochemical Sectors: Optimizes produced water treatment and improves environmental compliance
Performance Advantages: Superior floc strength and rapid settling reduce processing time and chemical costs compared to traditional inorganic coagulants. High tolerance to variable pH and ionic strength ensures consistent results across diverse process streams.
4. Competitive Advantages
- Quality Consistency: Industrial-grade production ensures uniform polymer activity and performance
- Supply Reliability: Continuous production capacity supports large-scale industrial operations
- Logistics Capability: Flexible packaging and global distribution network enable timely delivery
- Price Competitiveness: Optimized production process delivers cost advantages for bulk procurement
- Sustainability: Reduced chemical load and sludge volume minimize environmental footprint
- Technical Support: Comprehensive product documentation, application guidance, and on-site support available
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): 20 MT (BULK)
- Loading Capacity: Standard 20’ container – up to 22 MT; 40’ container – up to 44 MT




Reviews
There are no reviews yet.