





Description
1. Product Overview
Steareth-2 is a high-purity polyethylene glycol ether of stearyl alcohol, designed for use as an emulsifying and solubilizing agent in industrial formulations. It serves a critical role in personal care, cosmetics, and chemical manufacturing, enabling stable oil-in-water emulsions and enhancing product performance. Strategically, Steareth-2 delivers superior formulation flexibility, excellent solubility, and consistent quality, making it a preferred choice for manufacturers seeking reliability and efficiency. Its robust performance and compatibility across diverse systems position it as an indispensable component in modern industrial applications.
2. Key Specifications & Technical Characteristics
- Chemical Composition: Polyethylene glycol (PEG) ether of stearyl alcohol
- Average Ethylene Oxide Units: ~2 (Steareth-2)
- Purity / Grade: Industrial-grade, >99% active content
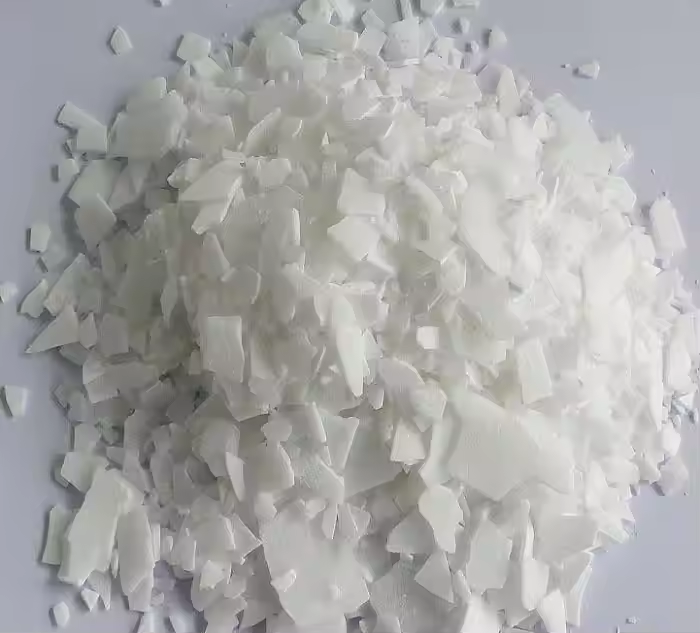
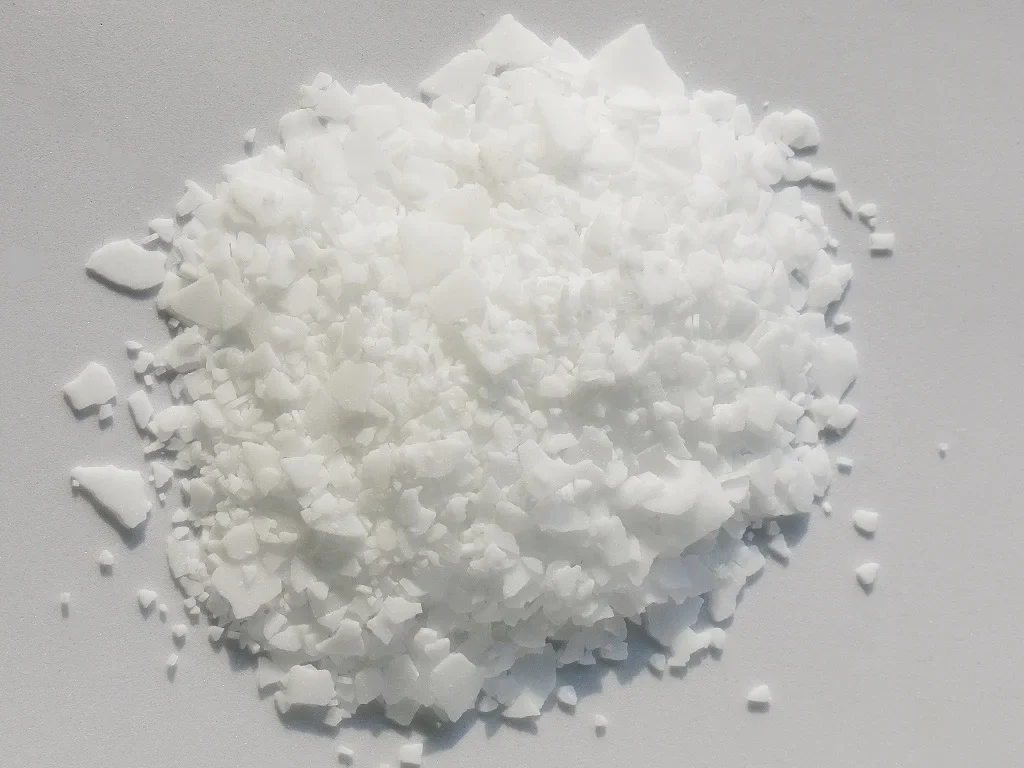
- Physical Form: White to off-white waxy solid / flakes
- Melting Point: 50–57°C
- Density: 0.84–0.87 g/cm³ at 25°C
- Solubility: Soluble in water, alcohols, and oils
- Packaging Options: 25 kg cartons or bulk drums
- Shelf Life: 24 months from date of manufacture (in original, sealed packaging)
3. Core Industrial Applications
- Cosmetics & Personal Care: Formulation of creams, lotions, hair conditioners, and cleansing products; ensures smooth texture and stable emulsions.
- Chemical Manufacturing: Used as a solubilizer and dispersing agent in industrial detergents, surfactants, and specialty chemical blends.
- Performance Advantages: Provides superior emulsion stability, enhanced spreadability, and compatibility with both hydrophilic and lipophilic ingredients. Outperforms alternative emulsifiers by reducing phase separation, improving viscosity control, and supporting cost-efficient formulation.
4. Competitive Advantages
- Quality Consistency: Stringent production standards ensure uniform molecular weight and functional performance.
- Supply Reliability: Secured production capacity supports consistent bulk availability for industrial-scale requirements.
- Logistics Capability: Flexible packaging and bulk supply options streamline transport and storage.
- Price Competitiveness: Optimized production reduces cost per ton without compromising quality.
- Sustainability: Non-toxic, biodegradable, and compliant with international chemical safety regulations.
- Technical Support: Comprehensive documentation, formulation guidance, and customer support available for industrial buyers.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): Bulk 20 MT
- Loading Capacity per Container: 20 MT per 20-foot container




Reviews
There are no reviews yet.