




Description
1. Product Overview
Sorbitan Palmitate is a high-performance non-ionic emulsifier derived from sorbitol and palmitic acid, widely recognized for its stabilizing and texturizing properties in industrial formulations. It plays a critical role in enhancing the consistency, solubility, and shelf-life of complex emulsions across multiple industries. Strategically, it is indispensable for manufacturers seeking reliable, high-quality emulsification without compromising process efficiency. Its versatility, coupled with proven performance, makes it a preferred choice for global B2B sourcing in food, cosmetics, and pharmaceutical applications.
2. Key Specifications & Technical Characteristics
- Chemical Composition: Sorbitol ester of palmitic acid (Sorbitan Palmitate)
- Purity/Grade: Industrial grade ≥ 98%
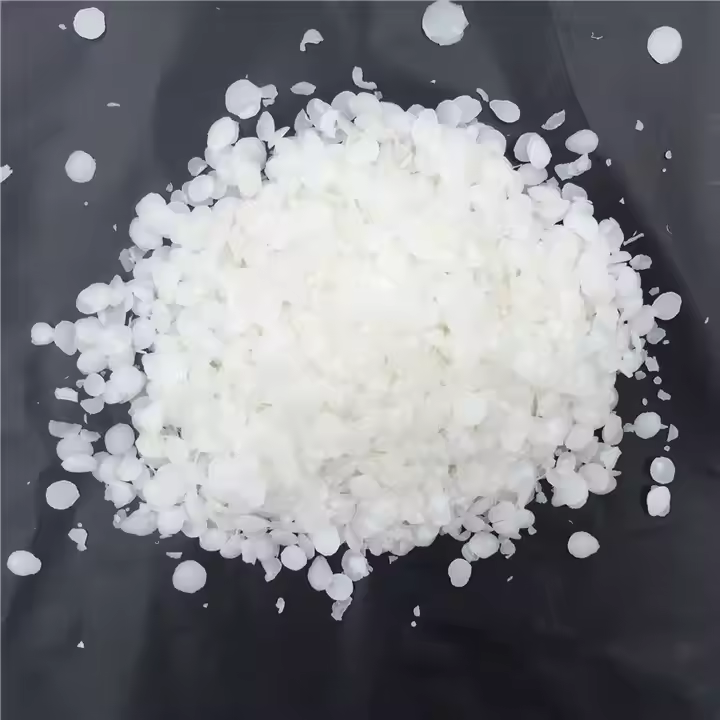
- Physical Form: Viscous liquid or waxy solid (depending on temperature)
- Color: Off-white to pale yellow
- Density: 1.03–1.07 g/cm³
- Melting Point: 52–57°C
- Packaging Options: Drums, totes, or customized bulk packaging
- Shelf Life: 24 months under recommended storage conditions
3. Core Industrial Applications
- Food Industry: Functions as an emulsifier, stabilizer, and anti-caking agent in bakery, confectionery, and dairy products.
- Cosmetics & Personal Care: Ensures stable emulsions in creams, lotions, and ointments, enhancing texture and spreadability.
- Pharmaceuticals: Acts as a solubilizer and dispersing agent in topical and oral formulations.
- Operational Advantage: Offers superior emulsification efficiency, improved product consistency, and reliable performance in large-scale production versus alternative surfactants.
4. Competitive Advantages
- Quality Consistency: Stringent production standards ensure uniformity across batches.
- Supply Reliability: Proven global sourcing and manufacturing network supports uninterrupted supply.
- Logistics Capability: Available in bulk packaging optimized for efficient transport.
- Price Competitiveness: Cost-effective solution for large-scale industrial use.
- Sustainability: Produced with minimal environmental impact, supporting eco-conscious sourcing.
- Technical Support: Comprehensive documentation and expert support for formulation optimization.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): 20 MT
- Loading Capacity: Standard container 20–22 MT



Reviews
There are no reviews yet.