




Description
1. Product Overview
Regenerated Activated Alumina is a high-performance adsorbent material recovered and reprocessed from spent activated alumina used in drying, purification, and catalytic support applications. Through controlled regeneration processes, the material restores significant adsorption capacity and structural integrity, making it suitable for reuse in industrial dehydration and filtration systems. Its primary industrial use is in gas and liquid drying, fluoride removal, and contaminant adsorption across chemical, petrochemical, and water treatment operations. The key value proposition lies in delivering comparable functional performance to virgin material at a substantially reduced cost. Strategically, regenerated activated alumina supports circular material utilization while maintaining operational efficiency in moisture-sensitive industrial environments.
2. Key Specifications & Technical Characteristics
- Chemical Composition:
- Aluminum oxide (Al₂O₃) – high purity base
- Trace residual compounds depending on prior application
- Low soluble salt content after regeneration
- Purity Level / Grade:
- Industrial regenerated grade
- Restored adsorption capacity (batch-tested)
- Performance parameters verified via surface area and moisture adsorption testing
- Physical Characteristics:
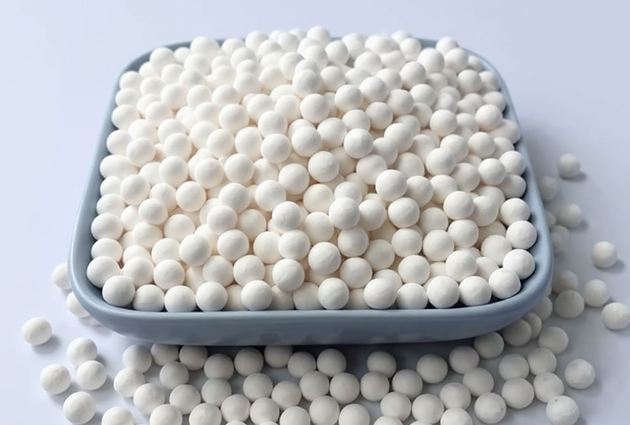
- Solid spherical beads or granules
- Color: White to off-white
- Particle size: Commonly 2–5 mm (custom sizes available)
- High crush strength
- High surface area and controlled porosity
- Bulk density: Comparable to standard activated alumina grades
- Packaging Options:
- 25 kg moisture-resistant bags
- 1 MT jumbo bulk bags
- Bulk loading in lined 20’ containers
- Shelf Life:
- Indefinite when stored in dry, sealed conditions
- Moisture-protected storage recommended to preserve adsorption capacity
3. Core Industrial Applications
Primary Industries:
- Petrochemical and refinery operations
- Natural gas processing
- Industrial air separation plants
- Water treatment facilities
- Chemical manufacturing
Operational Use Cases:
- Drying of compressed air and industrial gases
- Dehydration of natural gas streams
- Removal of fluoride and other contaminants in water treatment
- Protection of downstream catalysts from moisture exposure
- Guard bed applications in sensitive process systems
Performance & Cost Advantages:
Regenerated Activated Alumina delivers effective moisture adsorption and contaminant removal performance at a lower procurement cost compared to virgin material. Its restored structural strength and adsorption capacity ensure reliable service life in properly managed systems. For industrial buyers, it reduces operating expenditure while supporting sustainability goals through material reuse and waste reduction.
4. Competitive Advantages
- Quality Consistency: Batch-tested adsorption capacity and mechanical strength verification
- Supply Reliability: Continuous availability from controlled regeneration programs
- Logistics Capability: Bulk export handling with moisture-protected packaging
- Price Competitiveness: Significant savings compared to new activated alumina
- Sustainability Benefits: Promotes circular material lifecycle and reduces landfill disposal
- Technical Documentation: Performance test reports, SDS, and specification sheets provided
Positioned as a strategic cost-optimization solution, Regenerated Activated Alumina enables industrial operators to maintain drying efficiency, protect critical process equipment, and achieve measurable sustainability improvements.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20MT
- Loading Capacity (MT per container): Approximately 20–24 MT per 20’ container (subject to packaging format)



Reviews
There are no reviews yet.