


Description
1. Product Overview
Regenerated Activated Alumina is a high-performance, reprocessed adsorbent material engineered for moisture removal, gas drying, and purification applications across critical industrial processes. Produced through controlled regeneration of spent activated alumina, it restores the material’s porous structure and adsorption efficiency while significantly reducing procurement costs. This product offers a reliable and sustainable alternative to virgin adsorbents without compromising operational performance. In today’s cost-sensitive and sustainability-focused industrial environment, regenerated activated alumina provides a strategic solution for companies seeking both process efficiency and responsible resource utilization.
2. Key Specifications & Technical Characteristics
- Chemical Composition: Aluminum Oxide (Al₂O₃) – regenerated porous alumina structure
- Purity Level / Grade: Industrial-grade regenerated adsorbent
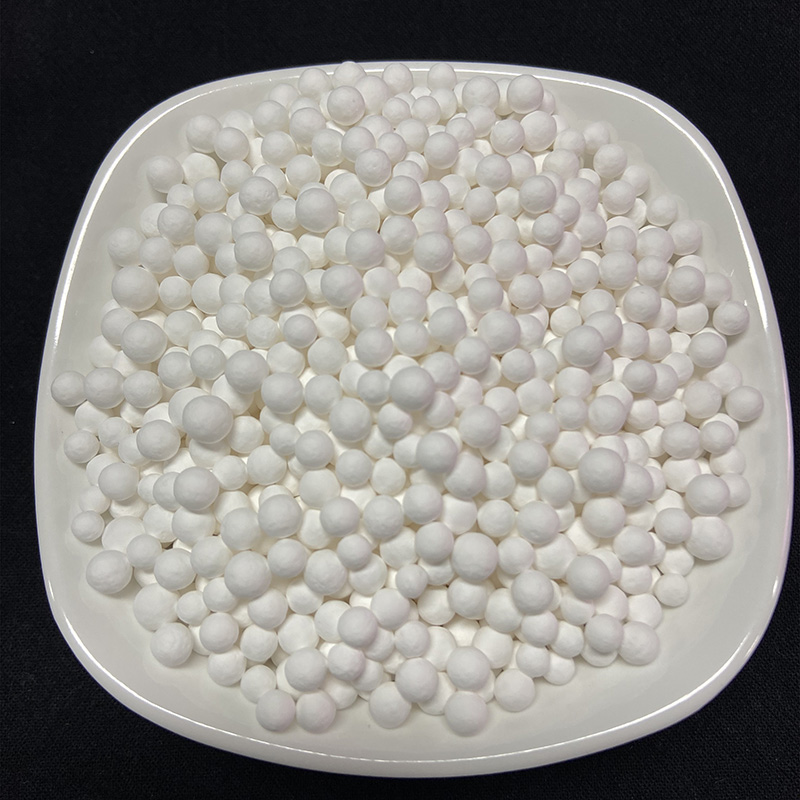
- Physical Form: Spherical beads or granules
- Color: Off-white to light beige
- Particle Size: Typically 2–5 mm, 3–5 mm, or customized industrial sizing
- Bulk Density: Approx. 0.65 – 0.75 g/cm³
- Surface Area: High surface area suitable for effective adsorption
- Moisture Adsorption Capacity: Comparable to standard industrial activated alumina grades
- Packaging Options:
- 25 kg moisture-resistant bags
- 500–1000 kg jumbo bulk bags
- Bulk container loading for industrial buyers
- Shelf Life: Up to 24 months when stored in sealed, dry conditions
3. Core Industrial Applications
Regenerated Activated Alumina is widely used in industries that require efficient moisture control, gas purification, and process protection. Key sectors include petrochemicals, natural gas processing, air separation plants, industrial gas production, and water treatment facilities.
In gas and air drying systems, the material is used in desiccant beds to remove water vapor from compressed air, hydrogen, nitrogen, and other industrial gases. In petroleum and petrochemical operations, it protects downstream catalysts and equipment by preventing moisture contamination. The product is also utilized in water treatment and fluoride removal processes, where its porous structure provides effective adsorption performance.
Compared with virgin alumina adsorbents, regenerated activated alumina offers similar operational efficiency while delivering significant cost advantages. Its restored pore structure ensures reliable adsorption capacity, making it an economically attractive option for large-scale drying and purification systems requiring continuous material replacement cycles.
4. Competitive Advantages
- Consistent Industrial Quality: Carefully regenerated to maintain strong adsorption performance and structural stability
- Reliable Supply Streams: Continuous sourcing and processing of recovered alumina materials ensure dependable availability
- Logistics Efficiency: Bulk handling capability designed for large-scale industrial procurement and international shipping
- Cost Advantage: Significantly lower procurement cost compared to virgin activated alumina without sacrificing functionality
- Sustainability Value: Regeneration extends material life cycles and reduces industrial waste streams
- Technical Documentation: Material data sheets and product specifications available to support procurement and engineering evaluation
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: Approximately 20–25 MT per 20-ft container depending on packaging format




Reviews
There are no reviews yet.