



Description
1. Product Overview
Glyceryl Stearate is a high-performance ester derived from glycerin and stearic acid, widely used as an emulsifier, stabilizer, and emollient in industrial formulations. It plays a critical role in ensuring stable oil–water emulsions, enhancing texture, and improving product consistency across multiple applications. Valued for its multifunctionality, it delivers both functional performance and formulation efficiency, reducing the need for multiple additives. Strategically, Glyceryl Stearate is essential in modern manufacturing due to its compatibility, cost-effectiveness, and ability to meet evolving quality and sustainability standards.
2. Key Specifications & Technical Characteristics
- Chemical Composition: Monoester of glycerin and stearic acid (C21H42O4)
- Purity/Grade: Industrial, Cosmetic, and Pharmaceutical grades available (typically ≥ 90% monoester content depending on grade)
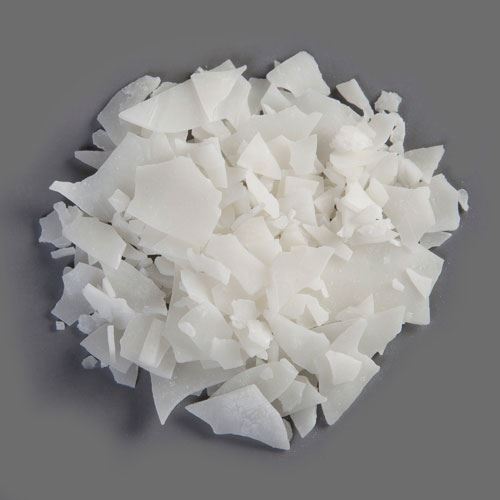
- Physical Form: Waxy solid, flakes, or beads
- Color: White to off-white
- Odor: Mild fatty odor
- Melting Point: Approx. 55–65°C
- Solubility: Insoluble in water; dispersible in hot oil phases
- Packaging Options: 25 kg bags, jumbo bags (500–1000 kg), customized bulk packaging
- Shelf Life: 24 months under recommended storage conditions (cool, dry, sealed environment)
3. Core Industrial Applications
Glyceryl Stearate is extensively used across cosmetics & personal care, pharmaceuticals, food processing, and industrial lubricants. In cosmetic manufacturing, it functions as a primary emulsifier in creams, lotions, and conditioners, delivering superior stability and smooth texture. In pharmaceuticals, it acts as a stabilizing and release-modifying agent in topical and oral formulations. The food industry leverages it as an emulsifier and texturizer in processed foods, while industrial sectors use it in lubricants and coatings for enhanced performance. Compared to alternative emulsifiers, it offers improved formulation stability, reduced phase separation, and enhanced product shelf life—translating into lower production costs and higher end-product quality.
4. Competitive Advantages
- Consistent Quality: Controlled manufacturing ensures uniform composition and performance across batches
- Reliable Supply Chain: Scalable production capacity supporting long-term industrial contracts
- Logistics Efficiency: Global shipping capability with optimized bulk handling solutions
- Cost Optimization: Multifunctional additive reduces formulation complexity and overall input costs
- Sustainability Profile: Biodegradable and derived from renewable feedstocks (vegetable-based options available)
- Technical Support: Comprehensive documentation (COA, MSDS, TDS) and formulation guidance for industrial clients
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: 20–22 MT per 20-ft container (depending on packaging format)




Reviews
There are no reviews yet.