



Description
1. Product Overview
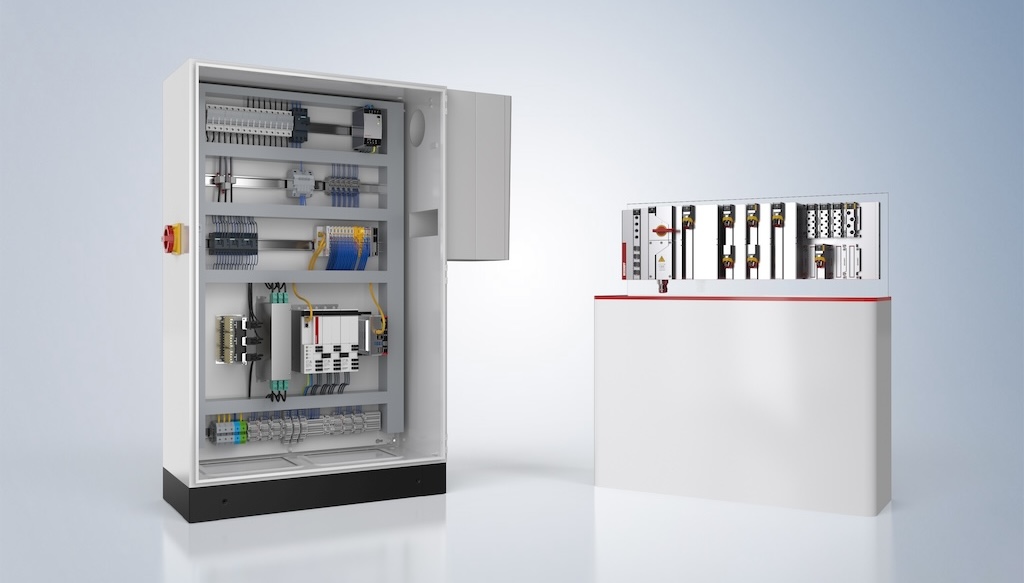
Field Control Cabinets Modular — Automation are advanced electrical enclosures designed to house and protect automation and control components in industrial environments. These cabinets integrate modular design principles to enable flexible configuration, rapid deployment, and scalable expansion for process control systems.
Their key value proposition lies in delivering a robust, standardized platform that ensures reliable operation of critical automation equipment while reducing installation time and lifecycle maintenance costs. Strategically, these cabinets are essential for industrial operators seeking to modernize control systems, enhance operational safety, and maintain high uptime across manufacturing, energy, and process industries.
2. Key Specifications & Technical Characteristics
- Material Composition:
- High-grade steel or aluminum alloy enclosures
- Powder-coated or corrosion-resistant finish
- Insulating panels and mounting rails for electrical safety
- Grade / Certification:
- Industrial-grade, IP54–IP65 protection rating options
- IEC, UL, and CE compliance for electrical safety
- Physical Characteristics:
- Form: Modular panel configuration
- Color: Standard industrial gray; customizable options available
- Dimensions: Multiple sizes to suit 19-inch rack or custom control layouts
- Weight: Dependent on configuration; optimized for modular assembly
- Packaging Options:
- Individual protective cartons or palletized bulk packaging for larger shipments
- Weatherproof wrapping for outdoor transport
- Shelf Life:
- Long-term storage capable under dry, indoor conditions
3. Core Industrial Applications
Primary Industries
- Process automation: oil & gas, chemical, and petrochemical plants
- Power generation and distribution
- Water treatment and utilities
- Manufacturing and assembly lines
Operational Use Cases
- Housing PLCs, relays, and control switches
- Integrating I/O modules and communication networks
- Protecting sensitive electronic components from dust, moisture, and mechanical impact
Performance Advantages
- Modular design allows rapid reconfiguration and scaling of automation systems
- Enhanced durability minimizes downtime due to environmental hazards
- Reduced installation and maintenance time compared to conventional fixed enclosures
4. Competitive Advantages
- Quality Consistency: Precision-engineered enclosures with consistent IP rating and finish quality
- Supply Reliability: Steady availability from established manufacturing sources
- Logistics Capability: Modular packaging for efficient shipping and handling
- Price Competitiveness: Cost-effective solution for scalable automation projects
- Sustainability Benefits: Long-life materials reduce replacement frequency; recyclable components
- Technical Documentation: Complete drawings, installation guides, and compliance certifications provided
- Technical Support: Assistance with configuration, integration, and maintenance planning
Field Control Cabinets Modular — Automation position themselves as a strategic choice for industrial operators seeking reliable, flexible, and future-proof control infrastructure.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20MT
- Loading Capacity: Approx. 20–24 MT per container depending on cabinet size and packing configuration




Reviews
There are no reviews yet.