















Description
1. Product Overview
Ethyl Acetate is a widely used organic solvent produced via esterification of ethanol and acetic acid, known for its excellent solvency, fast evaporation rate, and low toxicity profile. It is primarily utilized across coatings, adhesives, pharmaceuticals, packaging, and food processing industries as a high-performance solvent and extraction medium. The key value proposition lies in its versatility, cost-effectiveness, and favorable environmental profile compared to more hazardous solvents. Strategically, ethyl acetate remains a critical industrial solvent due to its broad applicability, regulatory acceptance, and strong demand across multiple high-growth manufacturing sectors.
2. Key Specifications & Technical Characteristics
- Chemical Composition:
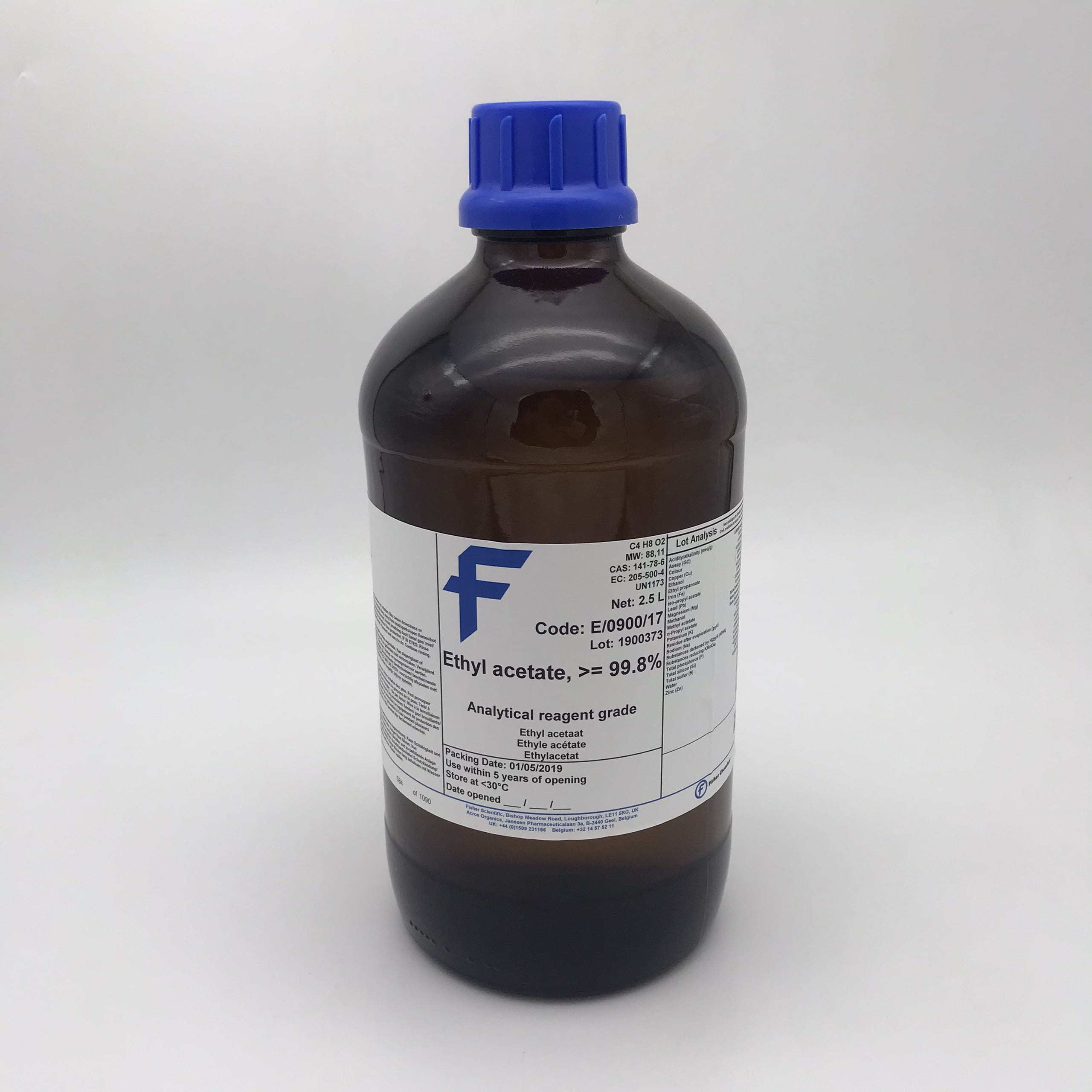
- Ethyl acetate (C₄H₈O₂)
- Trace ethanol and water content (depending on grade)
- Purity Level / Grade:
- Industrial grade: ≥ 99.0%
- Technical and high-purity grades available upon request
- Moisture and impurity levels controlled to specification
- Physical Characteristics:
- Liquid form
- Color: Clear, colorless
- Odor: Sweet, fruity characteristic odor
- Density: ~0.89 g/cm³ at 20°C
- Boiling Point: ~77°C
- Highly volatile and flammable
- Packaging Options:
- Bulk ISO tank containers
- Tanker truck delivery
- Drums (180–200 kg)
- IBC containers (1,000L)
- Shelf Life:
- Typically 12–24 months under sealed, dry storage conditions
- Store in cool, well-ventilated areas away from ignition sources
3. Core Industrial Applications
Primary Industries:
- Paints, coatings, and inks
- Adhesives and sealants manufacturing
- Pharmaceuticals and fine chemicals
- Packaging and flexible films
- Food and beverage processing (approved applications)
Operational Use Cases:
- Solvent for coatings, lacquers, and printing inks due to fast evaporation
- Carrier solvent in adhesives for rapid drying and bonding efficiency
- Extraction solvent in pharmaceutical and food processing (e.g., decaffeination, flavor extraction)
- Cleaning agent for industrial equipment and electronic components
- Intermediate in chemical synthesis processes
Performance & Cost Advantages:
Ethyl acetate delivers superior solvency with rapid drying characteristics, enhancing production efficiency in coatings and adhesive applications. Compared to heavier or more toxic solvents, it offers a balanced profile of performance, safety, and environmental compliance. Its relatively low cost, ease of handling, and compatibility with a wide range of formulations make it a preferred choice for high-throughput industrial operations.
4. Competitive Advantages
- Quality Consistency: High-purity production with strict quality control and batch traceability
- Supply Reliability: Stable global production capacity ensuring uninterrupted supply
- Logistics Capability: Efficient bulk and packaged distribution via certified transport networks
- Price Competitiveness: Economical solvent solution with strong cost-performance ratio
- Sustainability Benefits: Lower toxicity and favorable biodegradability compared to many alternatives
- Technical Documentation: Full COA, SDS, and regulatory compliance documentation provided
Positioned as a strategic solvent solution, ethyl acetate enables manufacturers to optimize production efficiency, maintain regulatory compliance, and achieve consistent product quality across diverse industrial applications.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20MT
- Loading Capacity (MT per container): Approximately 20–24 MT per 20’ ISO tank container (subject to density and regulatory requirements)



Reviews
There are no reviews yet.