






Description
1. Product Overview
Chemical Processing Aids are specialized additives engineered to optimize and enhance industrial chemical reactions, separation processes, and material performance across diverse manufacturing environments. They are widely used to improve reaction efficiency, control process conditions, and ensure product consistency in sectors such as petrochemicals, water treatment, and specialty chemicals. The key value proposition lies in their ability to reduce operational costs, increase throughput, and improve final product quality. Strategically, these aids are essential for industries seeking higher productivity, process stability, and competitive cost structures in increasingly demanding global markets.
2. Key Specifications & Technical Characteristics
- Composition: Tailored blends of organic/inorganic compounds (e.g., surfactants, catalysts, dispersants, stabilizers)
- Purity/Grade: Industrial-grade to high-purity formulations depending on application requirements
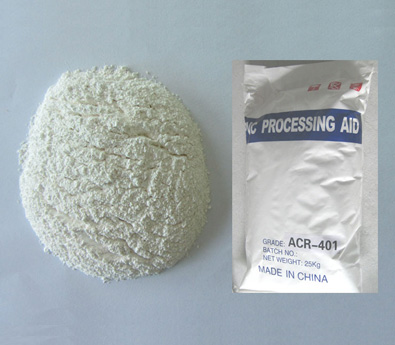
- Physical Form: Liquid, مسحوق (powder), or granular form
- Color: Typically colorless to light amber (liquid) or white/off-white (solid)
- Particle Size/Density: Customizable to process specifications
- Packaging Options: Drums (200L), IBC tanks (1,000L), bulk bags (500–1,000 kg), or bulk tanker delivery
- Shelf Life: 12–24 months under recommended storage conditions
3. Core Industrial Applications
Chemical Processing Aids are integral across industries including petrochemicals, oil & gas, water treatment, pulp & paper, and mining. They are used in reaction acceleration, emulsification, scale inhibition, foam control, and solid-liquid separation processes. These aids outperform conventional inputs by enhancing process efficiency, minimizing downtime, and reducing energy consumption. Their optimized formulations enable better yield, improved product uniformity, and lower waste generation—delivering measurable operational and cost advantages.
4. Competitive Advantages
- Consistent, high-quality formulations ensuring predictable process performance
- Reliable global supply chain with scalable production capacity
- Efficient logistics and bulk handling capabilities for uninterrupted operations
- Competitive pricing aligned with long-term procurement strategies
- Environmentally conscious formulations supporting regulatory compliance
- Comprehensive technical support, including application guidance and documentation
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity: 20–26 MT per 20-ft container (depending on packaging and product form)




Reviews
There are no reviews yet.