

Description
1. Product Overview
Boiler Ash Concentrates are mineral-rich by-products generated from industrial coal- and biomass-fired boiler systems, processed to enhance consistency, recover valuable constituents, and optimize reuse potential. Primarily utilized in cement manufacturing, construction materials, metallurgical recovery, and civil engineering applications, these concentrates provide a cost-efficient and sustainable alternative to virgin raw materials. Their controlled composition and pozzolanic or mineral properties make them strategically valuable for industrial operators seeking both performance enhancement and circular economy integration. In a market increasingly driven by resource efficiency and ESG compliance, Boiler Ash Concentrates represent a commercially intelligent and environmentally responsible sourcing decision.
2. Key Specifications & Technical Characteristics
- Chemical Composition (Typical Range):
- Silicon Dioxide (SiO₂): 35% – 60%
- Aluminum Oxide (Al₂O₃): 15% – 30%
- Iron Oxide (Fe₂O₃): 5% – 20%
- Calcium Oxide (CaO): 1% – 15%
- Trace elements: MgO, TiO₂, alkalis (process dependent)
- Purity Level / Grade:
- Industrial-grade mineral concentrate
- Controlled LOI (Loss on Ignition) levels available upon specification
- Metal-enriched fractions available for recovery applications
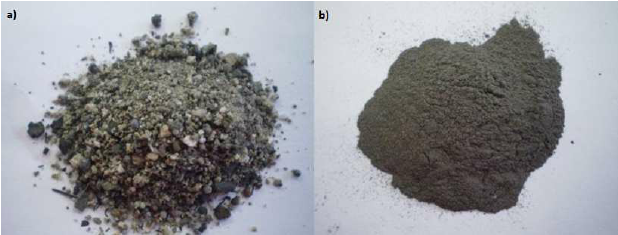
- Physical Characteristics:
- Form: Fine powder or granulated concentrate
- Color: Grey to dark grey
- Particle Size: Typically <75 microns (custom grading available)
- Bulk Density: 0.8 – 1.3 MT/m³ (depending on processing)
- Moisture Content: <5% (or as specified)
- Packaging Options:
- Bulk loose loading
- 1 MT jumbo bags (FIBC)
- 25–50 kg industrial bags (upon request)
- Shelf Life:
- 12 months when stored in dry, moisture-controlled conditions
3. Core Industrial Applications
Primary Industries:
- Cement and clinker manufacturing
- Ready-mix concrete production
- Brick and block manufacturing
- Metallurgical recovery operations
- Infrastructure and road construction
Operational Use Cases:
- Supplementary cementitious material (SCM) in blended cement
- Raw feed component in clinker production
- Filler and strength enhancer in concrete products
- Iron-bearing additive in sintering or pelletizing
- Soil stabilization and embankment construction
Performance & Commercial Advantages:
- Enhances compressive strength and long-term durability in cementitious systems
- Reduces clinker factor and lowers CO₂ emissions in cement production
- Provides cost savings compared to virgin mineral inputs
- Improves material workability and consistency
- Enables metal recovery from enriched ash fractions
4. Competitive Advantages
- Quality Consistency: Process-controlled beneficiation ensures stable chemical composition and particle size distribution.
- Supply Reliability: Continuous generation from established industrial boiler operations ensures dependable bulk availability.
- Logistics Capability: Efficient bulk handling, containerized shipments, and export-grade documentation available.
- Price Competitiveness: Lower-cost alternative to primary raw materials with measurable performance parity.
- Sustainability Benefits: Supports waste valorization, landfill diversion, and carbon footprint reduction initiatives.
- Technical Support: Full chemical analysis reports, compliance documentation, and application guidance provided.
Boiler Ash Concentrates are positioned as a strategic raw material solution for industrial buyers focused on performance optimization, cost efficiency, and sustainability integration.
5. Commercial & Supply Information
- Minimum Order Quantity (MOQ): BULK 20 MT
- Loading Capacity:
- 20–25 MT per 20’ container (bulk or jumbo bag configuration)
- Larger volumes available under long-term supply contracts



Reviews
There are no reviews yet.